






Syderic 2330
Page 4 sur 10 •  1, 2, 3, 4, 5, 6, 7, 8, 9, 10
1, 2, 3, 4, 5, 6, 7, 8, 9, 10 

 Re: Syderic 2330
Re: Syderic 2330
![]() c.phili Ven 6 Juil 2012 - 15:15
c.phili Ven 6 Juil 2012 - 15:15
J’ai déjà un Tsubalki 316-1070-1, je ne sais pas a quoi ça correspond mais c’est ce qui est marqué dessus. Elle fait 450 mm de L, un roulement est monté d’un coté et un double roulement de l’autre.
Elle est en 16mm de Ø et elle pourrait servir pour l’axe Y
Une petite chose qui me chiffonne sur ce montage, ce sont des roulement ordinaire et j’ai souvent vu ça sur différente machine, est-ce qu’il n’y a pas de risque de perte de pas en allant d’un coté a l’autre ? Des roulements coniques ne serait-il pas mieux adapté?
Que me conseillez-vous conseiller comme vis a bille sans arriver dans du hors prix?


La noix de la chinoise est plus fine malgré que la vis est en 20mm
c.phili- Modérateur

- Messages : 3551
Date d'inscription : 03/01/2011 -


Re: Syderic 2330
![]() Ordinerf Ven 6 Juil 2012 - 15:19
Ordinerf Ven 6 Juil 2012 - 15:19
si j'avais envie de parler de machine de pro je ne serais pas sur les sujets amateurs et j'irais parler qu'avec des pros de la cnc qui (au passage) eux aussi font des erreurs de choix mécanique justement parce qu'ils ont des moyens que les amateurs n'ont pas.
une bonne cnc n'est pas lié aux moyens que l'on a mais à la réflexion et l'abtitude de faire bien pour pas un rond hors dans la majorité des cnc amateur, les projets finissent par être cher et pas top du tout.
comme je dis souvent en mécanique il y a des règles de base qui résoud tous les problêmes de précision et elles n'imposent pas de gros moyen mais juste un très bonne étude et c'est pour ça que je dis et répète qu'il n'y a pas de bonne machine sans bonnes études.
au tout début j'étais impatient d'avoir ma machine et en plus je voulais un truc nouveau qui ne ressemblait à rien de ce qui existait à l'époque, je me suis retrouvé face à quasiment tous les problêmes de base et c'est la que j'ai pris conscience que mon impatience me menait dans un mur.
j'ai donc pris mon courage à deux mains et j'ai fais les choses dans l'ordre, une bonne étude qui a durée un certain temps mais qui m'a permis de résoudre plein de problêmes que j'aurais eu après.
finalité j'ai fais ma machine nickel du premier coup, avec quasiment que de la récup et en plus avec une très bonne précision alors que j'avais voulu la faire entièrement à la main avec juste scie, lime et perçeuse à colonne.
donc si je parle de cnc et des erreurs sur les machines des autres c'est bien parce que j'en connais un rayon et que je sais ce que ressentent les amateurs quand on leur prouve que leur machine ne vaut pas grand chose mais je sais aussi que si à l'époque j'avais eu des pros qui m'avaient dit que je faisais de la daube alors j'aurais gagner beaucoup de temps dans mon étude, je rappel qu'à l'époque je n'avais pas internet donc pas de forum
pour répondre à ta remarque, je me met à leur place et c'est bien pour ça que je donne mes conseils sinon je ne passerais pas du temps à lire leurs sujets et a rabacher toujours les mêmes choses...
concernant les pros que tu site, de mémoire je n'en connais qu'un et je doute que s'en soit un déjà parce qu'il manque de connaissance mécanique mais aussi parce qu'il est formé par un pros hors forum donc il ne fait que relater ce qu'il entend ou lit, pour autant ses machines ne reflètent pas une mécanique sérieuse et ce n'est pas faute de lui avoir donné des conseils, ils en a écoutés certains mais pas tous, c'est son choix et je le laisse continuer ainsi...
je parlais de pros qui comme moi ont été banni jadis pour des propos trop franc et trop direct
ce qui me fait beaucoup rire c'est que les remarques constructives sont souvent mal prises sur certains forum alors que sur d'autres c'est courant et bien mieux prit notamment en électronique ou informatique.
à croire que le niveau de fierté est lié au domaine d'activité et ce qui est comique c'est que des personnes qui n'aiment pas qu'on les critiques sont les premiers (sur d'autre forum) à faire des remarques aux autres et à imposer LEURS pensées
un dernier point qui m'amuse, pour être crédible faut montrer, voila LA norme sur internet, alors qui à vu ce qu'à fait Archimède, Newton, Watt, Ampère, Léonard de Vinci, etc... ??? parce que pourtant tout le monde se base sur leur propos et personne n'a vu ce qu'ils ont fait !!! doit-on les remettre en cause ???
il vaut mieux croire un montage vidéo qui montre un mouvement perpétuel et ne pas croire un homme qui a consacré sa vie à prouver que la terre était ronde ???
désolé mais je ne crois que ceux qui affirment ce que j'ai pu vérifier par la suite ou qui me semble possible
perso je préfère une cnc pas cher avec des système simple et très fiable et garder mon argent pour acheter la matière à usinerTotem a écrit:Je ne sais pas toi, mais perso, je préfère avoir une CN avec des guides ronds et des mauvaises vis, que pas de CN du tout parce que le bon matos est trop cher!
Dernière édition par Ordinerf le Ven 6 Juil 2012 - 15:34, édité 1 fois

Ordinerf- Banni
- Messages : 454
Points : 1120
Date d'inscription : 22/02/2012
Localisation : Aube
Re: Syderic 2330
![]() Ordinerf Ven 6 Juil 2012 - 15:28
Ordinerf Ven 6 Juil 2012 - 15:28
tu as bien fait d'en parler, j'avais homis cette énormité que je vois souventc.phili a écrit:Une petite chose qui me chiffonne sur ce montage, ce sont des roulement ordinaire et j’ai souvent vu ça sur différente machine, est-ce qu’il n’y a pas de risque de perte de pas en allant d’un coté a l’autre ? Des roulements coniques ne serait-il pas mieux adapté?
l'idéal serait de mettre une butée à bille SI tu garde des roulements classique et donc tu contraint la vis à ne pas se déplacer sur son axe.
éventuellement SI tu peux, tu mets une bille en bout de vis, ça sert de butée et de rotule mais tout en gardant les roulements classique.
l'avantage de la bille toute seule c'est que tu peux la rendre réglable par une vis et contres écrous qui pousse la bille contre la tige filetée, l'idéal serait un petit cône en bout de la tige pour éviter que la bille bouge et ça te sert de réservoir à huile
concernant tes douilles à billes, vu que tu as de quoi vérifier par toi même, contrôle le jeu et éventuellement essaye de voir si tu ne peux pas contraindre la douille pour que le jeu soit supprimer, je ne dis pas que c'est forcément possible.
parfois certain mettent deux douilles en opposition, je suis moyennement pour et contre, faux voir avec le matériel sur place...
Ordinerf- Banni
- Messages : 454
Points : 1120
Date d'inscription : 22/02/2012
Localisation : Aube
Re: Syderic 2330
![]() Totem Ven 6 Juil 2012 - 15:44
Totem Ven 6 Juil 2012 - 15:44
j'ai pas envie d'écrire un roman, alors je te pose une question: cite moi le pseudo d'un autre type, sur n'importe quelle forum, qui se dit pro et spécialiste mais ne montre jamais aucune de ces réalisations, après ça, on en reparlera.
Autre question: quel est ton métier? tu dis ne pas vendre tes machines, mais pour autant, il s'agirait de ton gagne-pain, cherchez la logique.
Bonjour Philippe.
Pour tes vis à billes, à ta place, la chinoise je ne l'utiliserai pas donc, soit au profit d'une autre vis à billes de meilleurs facture, soit au profit de vis trap!
Tu demandes ou trouver des vis de qualité à bas prix, mais comme le disait Fred tout à l'heure la qualité à un prix donc ce n'est pas si évident, malheureusement! La seule solution pour faire des vraies affaires sur ce genre de matos, c'est l'occasion! Regarde en particulier sur eBay allemand... mais aussi sur leboncoin, ou sur la section vente du forum Usinages, il y a pas mal de matos qui passe aussi.
Tsubaki est une bonne marque, je sais qu'il font des chaînes de distri haut de gamme pour la compétition, mais j'ignorais qu'ils faisaient des vis à billes, je ne sais pas exactement ce que ça vaut. Sinon Hiwin a un bon rapport qualité/prix en neuf aussi, c'est chinois mais du bon matos, très réputé...
Pour les roulements, je suis du même avis qu'Ordinerf, des roulements+des butées, pas besoin de se prendre la tête.
Cela dit, perso j'ai les roulements seule pour l’instant, je sais que Fred ne va pas aimer, mais ça marche parfaitement malgré des accélération plutôt violentes... bon aussi ce ne sont pas des roulements chinois, ça aide... Il n'y a absolument pas de jeu.
Enfin, c'est vrai aussi que je n'usine pas d'acier, ce serait sans doute différent si c'était le cas...
++
Lionel

Totem- complétement accro

- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Syderic 2330
![]() c.phili Ven 6 Juil 2012 - 15:53
c.phili Ven 6 Juil 2012 - 15:53
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() Totem Ven 6 Juil 2012 - 15:56
Totem Ven 6 Juil 2012 - 15:56
Oui, mais les vis sont neuves, les chinoises sont justement connues pour s'user rapidement!
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Syderic 2330
![]() Ordinerf Sam 7 Juil 2012 - 12:34
Ordinerf Sam 7 Juil 2012 - 12:34
dans ceux qui se sont fait bannir ou envoyé balader il n'y en a plus ou alors si mais sous un autre pseudo donc je ne sais plus qui ils sont.Totem a écrit:j'ai pas envie d'écrire un roman, alors je te pose une question: cite moi le pseudo d'un autre type, sur n'importe quelle forum, qui se dit pro et spécialiste mais ne montre jamais aucune de ces réalisations, après ça, on en reparlera.
les autres pros ne se sont jamais fait critiquer ni bannir et il y en a plein sur les forums
c'est marrant cette volonté de savoir ce que je ne dirais jamaisTotem a écrit:Autre question: quel est ton métier? tu dis ne pas vendre tes machines, mais pour autant, il s'agirait de ton gagne-pain, cherchez la logique.
nous ne sommes pas la pour parler de notre façon de gagner notre vie, nous sommes la pour parler mécanique et donc je donne mon avis après chacun en fait ce qu'il veut, je n'ai pas à justifier quoi que ce soit à qui que ce soit, appliquer mes conseils est un bon moyen de constater que je ne dis pas des bêtises
tout à fait à condition de contraindre les roulements c'est à dire que tu dois les obliger à être en "butée".Totem a écrit:Cela dit, perso j'ai les roulements seule pour l’instant, je sais que Fred ne va pas aimer, mais ça marche parfaitement malgré des accélération plutôt violentes... bon aussi ce ne sont pas des roulements chinois, ça aide... Il n'y a absolument pas de jeu.
en théorie on évite ce type de montage parce que les roulements classique ne sont pas conçu pour accepter des charges axiales importante mais en amateur ça passe sauf si tu usines des matières dur de type acier comme c'est le cas dans ce sujet.
avec l'usinage acier on a des accoups assez fort qui peuvent finir par nuir sur la précision des roulements.
pendant que j'y pense, j'ai oublié de préciser une chose, quand je donne des conseils c'est pour avoir une machine fiable dans le temps hors très souvent on voit des projets ou des personnes justifier la conception de leur machine sur un temps très court, c'est à dire que la machine est neuve et donc ça marche et donc c'est fiable, en faite pas du tout, le neuf n'est pas une référence de fiabilité et d'ailleurs on a jamais vu personne revenir un an après dire que ça machine est devenu une daube parce qu'il y a bien eu les usures dénoncés au tout début mais pas prises en compte.
c'est pour cela qu'on voit des projets V2, V3, etc... en faite plutôt que d'avouer que l'usure est bien présente et qu'on avait tors on prefère faire croire qu'on veut une nouvelle machine et que surtout on n'a plus besoin de la précédente
le plus drôle c'est que très souvent il y a reprise de certains éléments de la machine précédent (ceux pas usés) et changement du chassis (comme par hasard c'était justement le point noir de la précédente) et le tout mixé à la sauce "j'en veux une autre pour telle ou telle raison" alors qu'il suffirait d'améliorer la 1ère si la base était bonne...
je répond exactement comme Totem, elles sont neuvesc.phili a écrit:J'ai testé en serrant la noix dans l'étau de la fraiseuse, j'ai mis un comparateur en bout de vis et j'ai constaté un jeu minime, 0.01mm sur les deux vis
fait le même test avec les guides à billes et tu jureras que c'est le top, mais revient dans un an après X usinages et te connaissant tu étrangleras le 1er chinois que tu croiseras en lui disant "mais c'est quoi cette daube asiatique ?" tout en secouant énergiquement le ti nacquoué tout sec , mdrrrrrr
le gros problême n'est pas le concept sur bille (quoi que c'est discutable...) mais c'est le fait qu'en pas cher on a de la daube et que pour la qualité on a forcément le prix qui va avec.
pour donner une idée de comparaison des forces et usures, en remplacement d'un guide ou vis à bille de grande qualité en diamètre 20mm il faudrait en daube pas cher au moins un diamètre de 40mm et encore parce que pour les rails avec guides en usinage acier le diamètre minimum de 60mm serait mieux adapté.
c'est exactement le même problême qu'avec la boulonnerie, par exemple en M3 si on a pas de la qualité on ferait mieux de passer en M5 minimum, sinon les filets se barres aux moins serrage sans parler de la tronche de l'écrou et de la tête de vis si on force un peu
alors qu'en vis M3 de qualité c'est royale et on voit de suite la différence
un jour, faute de mieux sous la main, j'avais usiné une pièce récupérée d'une machine chinoise qui était foutu (oui je sais machine chinoise foutu c'est un pléonasme
Ordinerf- Banni
- Messages : 454
Points : 1120
Date d'inscription : 22/02/2012
Localisation : Aube
Re: Syderic 2330
![]() c.phili Sam 7 Juil 2012 - 14:58
c.phili Sam 7 Juil 2012 - 14:58
En fait j'ai bien cherché mais où on tombe sur des chinoise avec un PRIX pas cher, soit on tombe sur de la qualité mais SANS prix

En parcourant les différents forums j'ai pu régulièrement lire que linearmotionbearings sur EBay était sérieux et avait du bon matos, c'est quand même bien du chinois pas cher, non ?
Dommage que je suis encore incapable de me baisser sinon j’aurais démonté la table croisé pour voir de quoi elle est faite, je sais Fred, c’est de la fonte.
Je sais qu’on en est encore loin mais une petite question sur match.
Est ‘il possible de faire démarrer un moteur en fin de programme.
Un exemple, si la tête est motorisée, est ‘il possible de programmer match pour qu’en fin de programme la tête remonte jusqu'à sa fin de course pour changer l’outil ?
Je pense que je devrais changer le titre de ce post pour "étude CNC sur Sydéric"

_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() dh42 Sam 7 Juil 2012 - 15:42
dh42 Sam 7 Juil 2012 - 15:42
Je sais qu’on en est encore loin mais une petite question sur match.
Est ‘il possible de faire démarrer un moteur en fin de programme.
Un exemple, si la tête est motorisée, est ‘il possible de programmer match pour qu’en fin de programme la tête remonte jusqu'à sa fin de course pour changer l’outil ?
Si tu veux simplement parler de l'axe Z "normal", aucun problème, tu programme Mach3, ou ta FAO pour obtenir ce résultat. (un script de changement d'outil)
Si tu veux parler de l'ensemble de la tête de la machine (donc pas l'axe Z utilisé en usinage), alors oui, c'est possible aussi, mais ça dépend de ta carte de commande ; en général elle ont 2 relais pilotables par les commandes M3/M5 (arrêt marche/broche) et M8/M9 (arrêt/marche lubrif). Tu peux utiliser la 2ieme pour piloter autre chose que la lubrif. Mach3 peux piloter bien plus que ça, mais ça vas dépendre des possibilités de l'électronique branchée derrière ... et la ce n'est plus mon domaine
Modération: Ordinerf et Totem, il serait souhaitable que vous laissiez de coté vos petites "digressions philosophiques" et vos "petites piques" qui ont déjà polluée plusieurs sujets en quelques jours.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() Totem Sam 7 Juil 2012 - 16:27
Totem Sam 7 Juil 2012 - 16:27
Et si tu veux parler de la colonne, tu peux dire à mach3 que c'est un axe supplémentaire, et à Cambam (la FAO) ajouter au champ "fin de programme" dans le postpro la ligne "G0 C200" par exemple, puis côté élec, un petit montage avec un transistor, un condensateur et un relais te permettent de piloter un moteur "normal" asynchrone pendant que Mach envoie des impulsions... Bien sur il faudra penser à mettre un switch en bas pour qu'il s'arrête toujours au même endroit
Pour LMB2008 sur eBay, j'ai lu au contraire plusieurs avis négatifs, si j'en retrouve par hasard je te ferais parvenir les liens!
De toute façon, c'est exactement la même marchandise que les autres chinois pas cher, la seule critique qui leur est faite est de couper les rails et les vis un peu grossièrement à la longueur, et parfois à plusieurs mm de la côte
A part ça, le matos ben c'est comme partout ailleurs, on en a pour son argent mais faut pas ésperer usiner d'acier avec.
Pour les roulements, je réponds à Ordinerf puisqu'il s'agit d'une discutions technique et non philosophique ou autre, je voulais juste ajouter que le pb. dans la plupart des cas que l'on voit sur le net, est que les types utilisent des roulements de roller qui sont effectivement largement insuffisants, mais avec des roulements de bonne taille (6004) correctement contraints, il ne devrait pas y avoir trop de problèmes, quelque soit les matériaux usinés...
++
Lionel
P.S: n'hésite pas à supprimer nos discussions si tu as envie de faire un peu de ménage, enfin sous réserve que Fred soit d'accord bien entendu
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Syderic 2330
![]() c.phili Sam 7 Juil 2012 - 19:35
c.phili Sam 7 Juil 2012 - 19:35
Pour revenir a nos moutons
En fait je suis occupé d’étudier la possibilité de modifier la colonne. Elle ne me plait pas,
1 : En position basse, il reste près de 150mm entre la tête de la broche et la table, bien sur ça ne gène pas si on travaille avec un étau mais si on travaille directement sur la table avec des pinces ER et une petite fraise, on n’a que la descente de la broche pour y arriver.
2 : En position haute on n’a que 330 mm, mais bon, plus haute elle sera, moins elle sera rigide
3 :La remontée de la tête (colonne) se fait avec une manivelle qui se trouve en haut, actuellement la tête est au max de sa hauteur, la manivelle se trouve par le dessus a 2m, autrement dit j’ai besoin un escabeau pour y arriver, pas trop pratique quand on passe la plus part du temps a se demander comment gagner de la place. La solution serait de la motoriser.
4 : Même une fois motorisée, il faudra trouver un moyen pour qu’elle ne pivote plus, et bien sur qu’elle garde exactement sa position, sur une colonne ronde c’est pas gagné mais ça je le savais dès le début.
5 : L’outil est encore à 110mm du bord de la table quand elle est contre la colonne, autrement dit, on ne tire pas parti de toute la largeur de la table.
Ma première idée c’est de la modifier en rajoutant une partie plus grosse a la base qui s’escamoterai dans le socle, un montage avec une grosse clavette l’empêcherai de pivoter. C’est réalisable et j’ai le nécessaire pour le faire mais ça ne résoudrait pas tout les problèmes, en outre pour la largueur de la table et en plus ça demanderai un deuxième moteur pour remonter cette partie de la colonne.
A force de tourner autour de cette machine, une autre idée m’est venue en tête, décidément ça ne me va pas d’être en convalescence.
Pourquoi ne pas tout simplement fabriquer une nouvelle colonne mais carrée, pour éviter les queues d’aronde je pourrais monter la tête sur des rails. J’aurais tout a y gagner mis a part le budget qui remonterait mais ce n’est pas ma première préoccupation.
La distance broche colonne passerait de 220 a 350mm, plus de problème de pilotage en CNC et je ne perdrais pas en rigidité, au contraire je pourrais même envisager une plus grande capacité entre broche et table.
Sur le coup je mettrais un moteur pour la broche en alu pour diminuer le poids, et peut-être que je pourrais employer un de ces gros PaP du fait que la vitesse ne serais pas un gros problème.
Vu la conception de la machine, c’est très réalisable.
Dans ce cas, quel rails prendre? Je suppose que contrairement aus vis a billes, on peut faire confience au chinois.
le Z est quand même moins solicité.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() dh42 Sam 7 Juil 2012 - 21:32
dh42 Sam 7 Juil 2012 - 21:32
Il y a peut être aussi le principe de la Z1 ; je ne sais pas en détail comment c'est fichu, mais il n'y a pas de queue d’aronde .


++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() c.phili Sam 7 Juil 2012 - 21:57
c.phili Sam 7 Juil 2012 - 21:57
Sinon je pourrais aussi guider le Z avec des axes et des bagues en bronze
J’ai des axes en 25 mm, en 30 mm avec des bagues pour les deux et aussi des tiges de verin en 45 et 50 mm.
Ca devrait faire l'affaire et ça ne me coûterais pas un rond.
1m de HEB160 ça dois pas être dur à trouver.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() dh42 Sam 7 Juil 2012 - 22:30
dh42 Sam 7 Juil 2012 - 22:30
 )
)C'est sur qu'un guidage sur tige ronde et bagues bronze c'est simple à faire, mais je ne suis pas sur que ce soit adapté à une machine destiné à l'usinage de l'acier ; trop de flexion. Je pense que si tu veux utiliser des guides, il faut des patins INA pour l'usinage de l'acier, mais ça coute un bras ! .. ou tes tube de 50, mais ça tient de la place !!
Pour la Z1, sur Usinage il y avait un certain yateri qui en a complétement désossée une pour la numériser, je ne sais pas ou ça en est, mais il y a un tas de photos .. et peut être plus d'infos sur le guidage du Z.
Pour info, sur la BZT, qui ne fait que 40 Kg et est prévue pour les matières tendre, c'est déjà des guides 25 sur X et Y et de 16 sur le Z (poids du Z avec la broche ~ 3Kg maxi).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() c.phili Sam 7 Juil 2012 - 22:49
c.phili Sam 7 Juil 2012 - 22:49
Une autre solution possible

_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() dh42 Sam 7 Juil 2012 - 23:03
dh42 Sam 7 Juil 2012 - 23:03
C'est vrai que 2 guides de 50 sur 300 mm de long, ça ne dois pas fléchir des masse
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() c.phili Sam 7 Juil 2012 - 23:11
c.phili Sam 7 Juil 2012 - 23:11
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() dh42 Sam 7 Juil 2012 - 23:40
dh42 Sam 7 Juil 2012 - 23:40
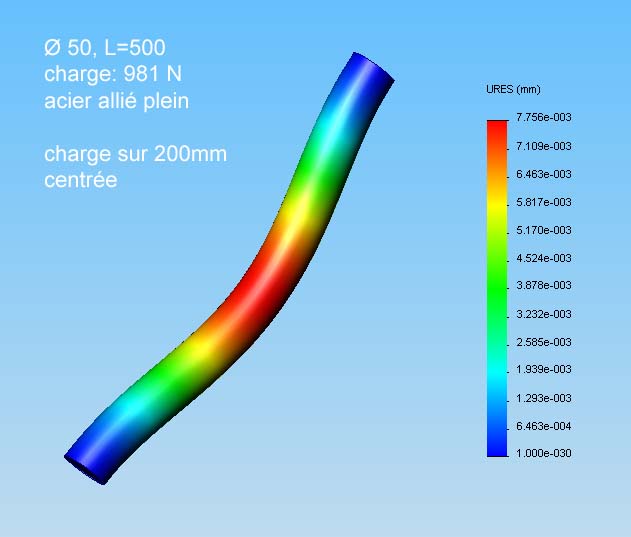
c.phili a écrit:ben non, c'est des tiges de vérins en acier plein, ils proviennent de vérins de 3.5m de long
Si je me fie à SolidWorks, une barre pleine en acier allié de Ø 50 sur 500mm de long aurait une flexion de 0.008 mm sous une charge de 981N (100Kg) appliquée sur une hauteur de 200 mm (disons la hauteur du chariot) et centrée sur la course.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() Totem Dim 8 Juil 2012 - 11:25
Totem Dim 8 Juil 2012 - 11:25
Toujours sur cincinnati pf26 mais ça revient à peu près au même, je me souviens avoir vu quelqu'un qui utilisait une sorte de "genouillère" faite de deux profilés articulés au milieu à l'arrière de la machine pour empêcher la rotation de la tête, c'est efficace, simple et pas cher, ça ne demande pas beaucoup de modif, mais ça tient de la place, éternel problème...
Pour ce qui est de la motorisation, je ne suis pas sur d'avoir bien compris: tu ne veux plus du tout utiliser la tête de perçage, mais seulement la montée descente sur colonne de toute la partie haute? Si oui, le gros moteur est en effet plus adapté, mais je me demande si c'est une bonne idée car ce sera vraiment lent!
Quelle est la course de la tête sensitive (ou de perçage)?
Pour la simulation de David, le problème c'est que la contrainte sur sur les barres n'est pas perpendiculaire à celles-ci mais en torsion, c'est à dire vers l'arrière pour les patins du bas et vers l'avant pour les patins du haut, et là c'est plus embêtant, car en admettant que le déplacement au niveau de la colonne pour chaque patin ne soit que de quelques µ, ça fait de la rotation, et si on considère la tête de la machine comme un levier, l'avant de celle-ci n'aura pas avancé ou reculé, mais sera descendue peut-être de quelques centièmes, ce qui est plus embêtant! je ne sais pas si je suis bien clair? si non, je ferais un dessin...
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Syderic 2330
![]() Ordinerf Dim 8 Juil 2012 - 11:46
Ordinerf Dim 8 Juil 2012 - 11:46
C.Phili, pour te répondre de façon simple, avec Mach3 (et non match
tu peux donc lui rajouter des fonctions toutes faites comme par exemple le changement d'outil à un endroit précis en X, Y et Z.
tu peux programmer au moins 6 axes même si dans la version classique il n'y en a que 4 de visible (X, Y, Z et A).
il me semble avoir vu qu'on pouvait en programmer même plus depuis Mach3 mais je n'ai jamais essayé par contre avec une carte fait maison tu peux monter encore plus loin mais le logiciel sera aussi fait maison.
de plus Mach3 utilise des fichiers textes avec l'extension ".tap" ce qui veut dire que tu peux faire tes programmes sur n'importe quel traitement de texte et même avec des macros Word et/ou Excel et ensuite avec un copier/coller judicieux mettre les infos dans un fichier texte que tu passeras en ".tap".
une fois que tu maîtrise cela tu fais tous les usinages que tu souhaites de toutes les formes possibles sur toutes les machines que tu veux.
en général je fais mes programmes grace à e-NC, c'est a ce jour le logiciel le plus simple et le plus rapide que je connais
il m'arrive même d'en faire avec QBasic et de les sortir directement en G-code.
par exemple avec Mach3 je fais de l'usinage 3D, de la découpe 2.5D, de la gravure, de la découpe au fil chaud, de l'usinage 4 axes, diriger un robot 6 axes, etc...
je dirais que la seule vrai limite c'est le nombre de ligne en version gratos mais avec une licence à 100€ (environ) tu as Mach3 en entier sans limite de lignes.
de plus tu peux te faire des programmes types que tu insères dans d'autre programme, tu peux aussi fait des programmes sous forme de boucle c'est à dire que tu donnes l'ordre suivi d'une liste de point et il te feras l'usinage à chaque point, c'est le principe utilisé pour des séries de perçage identique.
autre exemple, si tu as un programme pour graver ton nom sur ta pièce et bien tu peux le reprendre après usinage de chaque pièce et mettre ton outil de gravure en place avant de lancer le programme de gravure.
tout va se jouer sur le changement de ton point de référence mais c'est tout.
certe souvent les utilisateurs de Mach3 utilise une référence machine mais c'est pas top comme technique parce que ça t'impose de toujours mettre ta matière au même endroit et donc si tu veux faire un usinage répétitif sur la totalité de la matière et bien tu seras obliger de refaire le programme avec des coordonnées différente.
perso je préfère la référence matière c'est à dire que je ne me fis pas à l'endroit ou la matière se situe sur la machine mais à un point de la matière, ainsi si je veux répéter un programme sur une grande plaque et bien je fais le 1er usinage puis je déplace l'outil à un autre endroit (préalablement désigné et/ou calculé) puis je mets X et Y à zéro mais je laisse Z comme avant, ainsi je peux faire X fois le même programme à X endroit sans jamais rien refaire.
concernant ta machine, il est certain que si tu peux avoir un Z géré par le pc c'est bien mieux, sinon tu seras limité à du 2D.
de toute façon je me doute bien que tu va modifier des choses donc si tu pars dans l'idée de garder la base et de refaire les éléments pas top alors on quitte le domaine du pas cher et on vise le domaine de la grande modification, ce n'est plus la même orientation et dans ce cas en ce qui me concerne je ne pourrais t'aider que sur photo de ta machine quand tu va la démonter
après va falloir se poser la question si il est préférable de modifier ta machine ou carément d'en faire une neuve ???
sachant que tu as les machines pour usiner je me demande si modifier une machine c'est le mieux pour toi...
Ordinerf- Banni
- Messages : 454
Points : 1120
Date d'inscription : 22/02/2012
Localisation : Aube
Re: Syderic 2330
![]() c.phili Dim 8 Juil 2012 - 12:21
c.phili Dim 8 Juil 2012 - 12:21
Celle que je retiens c'est la fabrication d'une nouvelle colonne, elle sera fabriqué a partir d' HEB160 ou HEB180 si je trouve, la colonne sera rallongée pour avoir une hauteur maxi de 400mm entre le nez de broche et la table, la distance broche colonne passera de 210 a 350mm, la table croisée sera axé a la broche, ce qui n'est pas le cas maintenant et enfin le socle sera rabaissé de 200mm, actuellement la table est a 1.10m du sol, un peu haut a mon gout. C'est probable même que je fasse un nouveau socle un peu plus large pour gagner de la stabilité.
J'avais pensé numériser la descente fine mais ça ne marcherait pas, on a toujours un jeu du a l'entrainement pignon/crémaillère, dans mon cas 5/10mm, donc je suis obligé de travailler avec la broche bloquée, et donc le mieux je pense , serait de numériser la tête et avec la nouvelle colonne il n'y aurait plus aucun problème et en plus je garde la possibilité de perçage en manuel, pour mécanique j'en fait mon affaire.
En tout cas, même si je trouve certains points mal conçu sur cette machine, on se rend compte que ce n'est pas comme les première chinoise.
Maintenant j'ai hâte de commencer mais je dois finir la scie, alors en attendant je passe aux plans.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() Totem Dim 8 Juil 2012 - 12:58
Totem Dim 8 Juil 2012 - 12:58
pour mécanique j'en fait mon affaire.
Sur ce point, je ne m'inquiète pas pour toi
Pour la commande, si il s'agit de descendre toute la tête, effectivement, les gros moteurs me paraissent plus adaptés!
Tu as une idée du poids de cette dernière? 60kg?
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Syderic 2330
![]() dh42 Dim 8 Juil 2012 - 16:49
dh42 Dim 8 Juil 2012 - 16:49
je dirais que la seule vrai limite c'est le nombre de ligne en version gratos mais avec une licence à 100€ (environ) tu as Mach3 en entier sans limite de lignes.
Pas exactement, en version enregistrée, Mach est limité à 10 Millions de lignes, après il faut couper les programmes en 2 ou 3.
Pas de problème avec Cambam, il n'accepte pas de faire des Gcodes aussi longs, par contre ça ne dérange pas un soft comme Aspire ..
perso je préfère la référence matière c'est à dire que je ne me fis pas à l'endroit ou la matière se situe sur la machine mais à un point de la matière, ainsi si je veux répéter un programme sur une grande plaque et bien je fais le 1er usinage puis je déplace l'outil à un autre endroit (préalablement désigné et/ou calculé) puis je mets X et Y à zéro mais je laisse Z comme avant, ainsi je peux faire X fois le même programme à X endroit sans jamais rien refaire.
Je fais comme toi, je n'utilise les ref machine que pour certaines opérations, comme le surfaçage du martyre, le 0 ne changeant évidemment jamais de place, ou le positionnement pour le 4ieme axe. Sinon, encore plus simple, lorsque je fait de la découpe, il y a la fonction de répétition d'usinage de Cambam (nesting), elle ne fait par contre pas le placement automatique.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() c.phili Dim 8 Juil 2012 - 17:37
c.phili Dim 8 Juil 2012 - 17:37
Ex: j'ai une flasque a faire avec 6 trous, j'ai déjà la flasque non percée et le Gcode, je peux placer la flasque où je veux sur la table, repérer le centre et remettre les axe XY à zéro et démarrer le programme. Ou j'ai tout compris, dans ce cas ce serait cool, ou je me plante et il faudra approfondir.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Syderic 2330
![]() dh42 Dim 8 Juil 2012 - 18:02
dh42 Dim 8 Juil 2012 - 18:02
Mieux encore, tu peux mémoriser différents points 0, et ils sont même sauvés par le PC à l'arrêt de Mach3.
Pour ça il faut par contre que tu ai un système de référencement (un contact sur chaque axe), qui permet à Mach de connaitre les origines machine au redémarrage du système (un pt fixe de la machine) et d'en déduire la position des coordonnées que tu a enregistrées (on appelle ça des décalages)
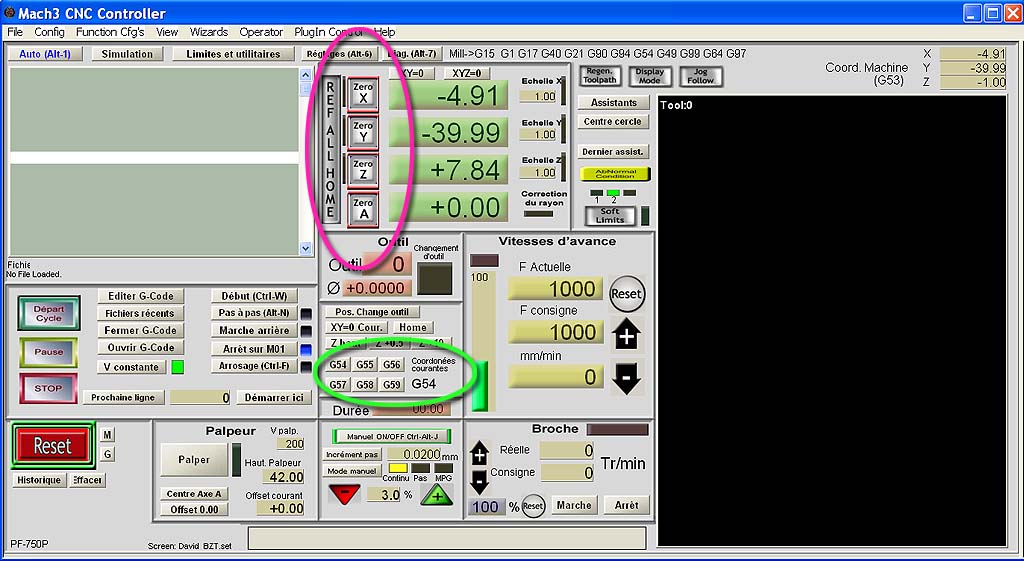
Par exemple, sur mon interface, je peux sélectionner de travailler avec un "décalage" que je choisis dans la zone entouré de vert ; de G54 à G59 ; ici les coordonnée en cours sont en G54.
Après avoir amenée la fraise au pt 0,0,0 , il suffit de cliquer les 3 boutons de mise à zéro des axes, et le pt de départ est mémorisé pour ce G54. et tu peut faire la même chose avec les autres G5x (il y en a 255 en tout, même s'il n'y en a que 6 d'affichés ici)
j'ai une flasque a faire avec 6 trous, j'ai déjà la flasque non percée et le Gcode, je peux placer la flasque où je veux sur la table, repérer le centre et remettre les axe XY à zéro et démarrer le programme
et en plus il y a même un utilitaire pour trouver facilement le centre d'un cercle, carré, etc ... ça ne nécessite qu'une pinnule ou éventuellement un palpeur. (je fait à la pinnule)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25114
Points : 37830
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Syderic 2330
![]() c.phili Dim 8 Juil 2012 - 18:39
c.phili Dim 8 Juil 2012 - 18:39
J'ai regardé pour la licence de match3, un peu plus de 160€, c'est bien ça? Et le patch français, il est gratuit?
Entre la version d'essais et la licence, mis a part le nombre de lignes qui est limité, il y a autre chose qui diffère?
Ce n'est pas pour économiser le prix de la licence que je pose cette question mais pour savoir si je ferais mieux de la prendre directement ou attendre que j'en aie vraiment besoin.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Page 4 sur 10 • 1, 2, 3, 4, 5, 6, 7, 8, 9, 10

 Sujets similaires
Sujets similaires» Fermeture Sydéric
» Remise en route d'une Syderic 120ub
» Perceuse d'établi Syrette ET16
» restauration sydéric S13