






Produire son gcode avec Freecad
2 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres FAO - et softs connexes
Page 1 sur 1

 Produire son gcode avec Freecad
Produire son gcode avec Freecad
![]() F6FCO Mer 11 Déc 2019 - 15:18
F6FCO Mer 11 Déc 2019 - 15:18
Bonjour,
On en est à la 4éme semaine du MOOC de Freecad et je suis agréablement surpris d'apprendre à produire du gcode avec Freecad
Avec simulation des parcours d'outil en plus !
Bon çà ne remplacera jamais Cambam mais c'est quand même un plus pour ce soft (même si je retournerai vite sur Sketchup dés la fin du cours !).
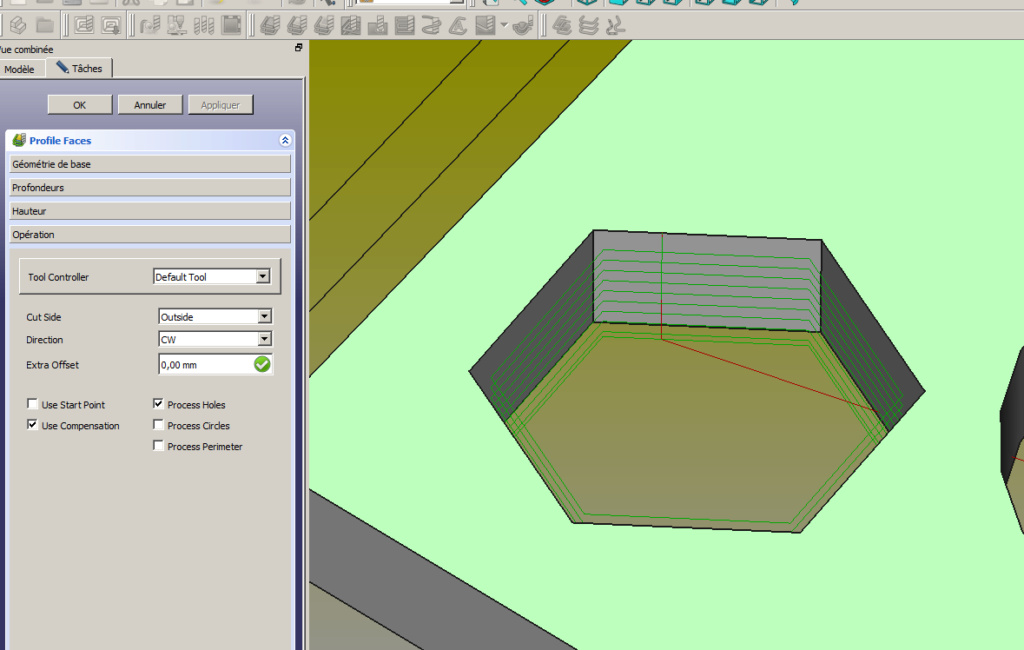
Pour l'instant je galère un peu pour arriver à faire une poche.
PS: trouvé pour les poches, juste une case à cocher.
Gcode produit par cette poche:
On en est à la 4éme semaine du MOOC de Freecad et je suis agréablement surpris d'apprendre à produire du gcode avec Freecad
Avec simulation des parcours d'outil en plus !
Bon çà ne remplacera jamais Cambam mais c'est quand même un plus pour ce soft (même si je retournerai vite sur Sketchup dés la fin du cours !).
Pour l'instant je galère un peu pour arriver à faire une poche.
PS: trouvé pour les poches, juste une case à cocher.

Gcode produit par cette poche:
- Code:
(Exported by FreeCAD)
(Post Processor: linuxcnc_post)
(Output Time:2019-12-11 16:21:53.956749)
(begin preamble)
G17 G54 G40 G49 G80 G90
G21
(begin operation: Default Tool)
(machine: not set, mm/min)
(Default Tool)
M6 T1
M3 S100
(finish operation: Default Tool)
(begin operation: Profile_Faces)
(machine: not set, mm/min)
(Profile_Faces)
(Compensated Tool Path. Diameter: 5.0)
G0 Z21.000
G0 X-119.774 Y695.575 Z0.000
G0 Z21.000
G1 X-119.774 Y695.575 Z17.000
G1 X-123.859 Y702.073 Z17.000
G1 X-150.928 Y701.051 Z17.000
G1 X-163.577 Y677.099 Z17.000
G1 X-149.159 Y654.168 Z17.000
G1 X-122.090 Y655.189 Z17.000
G1 X-109.441 Y679.142 Z17.000
G1 X-119.774 Y695.575 Z17.000
G1 X-119.774 Y695.575 Z15.000
G1 X-123.859 Y702.073 Z15.000
G1 X-150.928 Y701.051 Z15.000
G1 X-163.577 Y677.099 Z15.000
G1 X-149.159 Y654.168 Z15.000
G1 X-122.090 Y655.189 Z15.000
G1 X-109.441 Y679.142 Z15.000
G1 X-119.774 Y695.575 Z15.000
G1 X-119.774 Y695.575 Z13.000
G1 X-123.859 Y702.073 Z13.000
G1 X-150.928 Y701.051 Z13.000
G1 X-163.577 Y677.099 Z13.000
G1 X-149.159 Y654.168 Z13.000
G1 X-122.090 Y655.189 Z13.000
G1 X-109.441 Y679.142 Z13.000
G1 X-119.774 Y695.575 Z13.000
G1 X-119.774 Y695.575 Z11.000
G1 X-123.859 Y702.073 Z11.000
G1 X-150.928 Y701.051 Z11.000
G1 X-163.577 Y677.099 Z11.000
G1 X-149.159 Y654.168 Z11.000
G1 X-122.090 Y655.189 Z11.000
G1 X-109.441 Y679.142 Z11.000
G1 X-119.774 Y695.575 Z11.000
G1 X-119.774 Y695.575 Z9.000
G1 X-123.859 Y702.073 Z9.000
G1 X-150.928 Y701.051 Z9.000
G1 X-163.577 Y677.099 Z9.000
G1 X-149.159 Y654.168 Z9.000
G1 X-122.090 Y655.189 Z9.000
G1 X-109.441 Y679.142 Z9.000
G1 X-119.774 Y695.575 Z9.000
G1 X-119.774 Y695.575 Z7.000
G1 X-123.859 Y702.073 Z7.000
G1 X-150.928 Y701.051 Z7.000
G1 X-163.577 Y677.099 Z7.000
G1 X-149.159 Y654.168 Z7.000
G1 X-122.090 Y655.189 Z7.000
G1 X-109.441 Y679.142 Z7.000
G1 X-119.774 Y695.575 Z7.000
G1 X-119.774 Y695.575 Z5.000
G1 X-123.859 Y702.073 Z5.000
G1 X-150.928 Y701.051 Z5.000
G1 X-163.577 Y677.099 Z5.000
G1 X-149.159 Y654.168 Z5.000
G1 X-122.090 Y655.189 Z5.000
G1 X-109.441 Y679.142 Z5.000
G1 X-119.774 Y695.575 Z5.000
G1 X-119.774 Y695.575 Z3.000
G1 X-123.859 Y702.073 Z3.000
G1 X-150.928 Y701.051 Z3.000
G1 X-163.577 Y677.099 Z3.000
G1 X-149.159 Y654.168 Z3.000
G1 X-122.090 Y655.189 Z3.000
G1 X-109.441 Y679.142 Z3.000
G1 X-119.774 Y695.575 Z3.000
G1 X-119.774 Y695.575 Z1.000
G1 X-123.859 Y702.073 Z1.000
G1 X-150.928 Y701.051 Z1.000
G1 X-163.577 Y677.099 Z1.000
G1 X-149.159 Y654.168 Z1.000
G1 X-122.090 Y655.189 Z1.000
G1 X-109.441 Y679.142 Z1.000
G1 X-119.774 Y695.575 Z1.000
G1 X-119.774 Y695.575 Z0.000
G1 X-123.859 Y702.073 Z0.000
G1 X-150.928 Y701.051 Z0.000
G1 X-163.577 Y677.099 Z0.000
G1 X-149.159 Y654.168 Z0.000
G1 X-122.090 Y655.189 Z0.000
G1 X-109.441 Y679.142 Z0.000
G1 X-119.774 Y695.575 Z0.000
G0 Z0.000
(finish operation: Profile_Faces)
(begin postamble)
M05
G17 G54 G90 G80 G40
M2

F6FCO- complétement accro

- Messages : 4619
Points : 6871
Date d'inscription : 13/05/2011
Age : 100
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -


Re: Produire son gcode avec Freecad
![]() nagut Mer 11 Déc 2019 - 17:06
nagut Mer 11 Déc 2019 - 17:06
bizarre sur le Gcode, je ne vois pas de consigne de vitesse d'avance: "F" après le G01; avant non plus d'ailleurs



nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 72
Localisation : Haut Jura
Re: Produire son gcode avec Freecad
![]() F6FCO Mer 11 Déc 2019 - 17:27
F6FCO Mer 11 Déc 2019 - 17:27
Possible que ce soit moi qui ait mal paramétré quelque-part, j'essaie plein de trucs pour apprendre mais je suis encore loin d'être au top 
Ca doit surement exister, le MOOC est assez succint sur ces infos de paramétrage, il faut fouiner pour arriver à faire les choses.
Ca doit surement exister, le MOOC est assez succint sur ces infos de paramétrage, il faut fouiner pour arriver à faire les choses.
F6FCO- complétement accro
- Messages : 4619
Points : 6871
Date d'inscription : 13/05/2011
Age : 100
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

 Sujets similaires
Sujets similaires» gcode fait avec INskape
» probleme de comprehension avec le GCODE
» Un piètement avec Freecad
» lignes de Gcode avec CB
» gros problème avec le GCode
» probleme de comprehension avec le GCODE
» Un piètement avec Freecad
» lignes de Gcode avec CB
» gros problème avec le GCode
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres FAO - et softs connexes
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum