






probleme de comprehension avec le GCODE
3 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres FAO - et softs connexes
Page 1 sur 1

 probleme de comprehension avec le GCODE
probleme de comprehension avec le GCODE
![]() franck67530 Mar 16 Oct 2018 - 21:32
franck67530 Mar 16 Oct 2018 - 21:32
j'ai toujours le meme soucis avec le gcode , je ne connais pas encore assez pour trouver la solution mais j'ai un peu mieux compris ou est le probleme
j'ai toujours le meme soucis , le " 0 " de depart
exemple de ce soir :
voila la piece que je veux faire , je demarre par la Pocket ( trou oblong de 8.5 ) j'utilise une fraise de 8
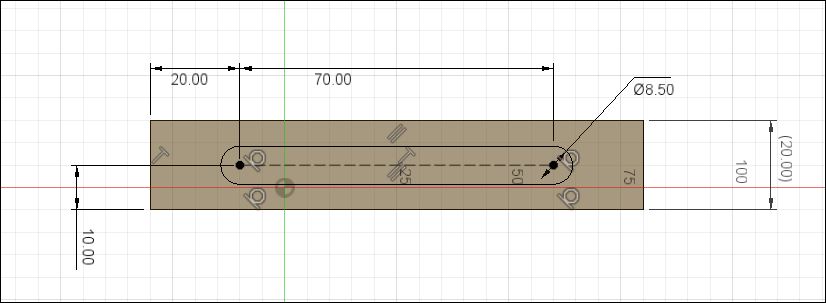
comme vous le voyez ma Pocket est au milieu du brut , le 0 dans ma declaration au programme est en bas a gauche sur le brut ( en largeur le brut = la piece donc 20 mm )
sur la machine je fais mes 0 en X en Y et en Z
en démarrant le programme d'usinage la fraise devrait donc aller a : 10 (milieu de la piece ) + 4.25 ( largeur Pocket divisé par 2 ) = 14.25 ou si il demarre par le bas de la Pocket :10 - 4.25 = 5.75 + diametre fraise = 13.75
autrement dit en Y la fraise se deplacera dans les limites : 14.25< Y < 13.75
mais voila ce que je lis dans le gcode apres post process :

donc pour la fao ( fusion360 en l'occurrence ) les limites d'usinage de la Pocket sont : 10.25 < Y < 9.75
ce qui apres avoir galeré un peu est en fait les coordonées du 0 sans la fraise ( on retrouve la meme chose pour X d'ailleurs) : 14.25 - diametre fraise / 2 = 10.25 et
13.75 - diametre fraise /2 =9.75
voila ou j'en suis dans mon raisonnement , je pense que je dois faire qq chose dans la config du post pro pour qu'il tienne compte du diametre de la fraise mais quoi je ne sais pas , en fonction de la copie d'ecran du GCODE quelles sont les lignes qui expliquent ca ?
rappel : je ne reference pas mes axes pour le moment ( pas fait encore non plus en manuel comme me l'a suggeré David , d'ailleurs est ce que le probleme serait reglé par ca ? )
merci pour votre aide
franck
j'ai toujours le meme soucis , le " 0 " de depart
exemple de ce soir :
voila la piece que je veux faire , je demarre par la Pocket ( trou oblong de 8.5 ) j'utilise une fraise de 8

comme vous le voyez ma Pocket est au milieu du brut , le 0 dans ma declaration au programme est en bas a gauche sur le brut ( en largeur le brut = la piece donc 20 mm )
sur la machine je fais mes 0 en X en Y et en Z
en démarrant le programme d'usinage la fraise devrait donc aller a : 10 (milieu de la piece ) + 4.25 ( largeur Pocket divisé par 2 ) = 14.25 ou si il demarre par le bas de la Pocket :10 - 4.25 = 5.75 + diametre fraise = 13.75
autrement dit en Y la fraise se deplacera dans les limites : 14.25< Y < 13.75
mais voila ce que je lis dans le gcode apres post process :

donc pour la fao ( fusion360 en l'occurrence ) les limites d'usinage de la Pocket sont : 10.25 < Y < 9.75
ce qui apres avoir galeré un peu est en fait les coordonées du 0 sans la fraise ( on retrouve la meme chose pour X d'ailleurs) : 14.25 - diametre fraise / 2 = 10.25 et
13.75 - diametre fraise /2 =9.75
voila ou j'en suis dans mon raisonnement , je pense que je dois faire qq chose dans la config du post pro pour qu'il tienne compte du diametre de la fraise mais quoi je ne sais pas , en fonction de la copie d'ecran du GCODE quelles sont les lignes qui expliquent ca ?
rappel : je ne reference pas mes axes pour le moment ( pas fait encore non plus en manuel comme me l'a suggeré David , d'ailleurs est ce que le probleme serait reglé par ca ? )
merci pour votre aide
franck

franck67530- acharné du forum

- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 58
Localisation : alsace

Re: probleme de comprehension avec le GCODE
![]() franck67530 Mar 16 Oct 2018 - 22:29
franck67530 Mar 16 Oct 2018 - 22:29
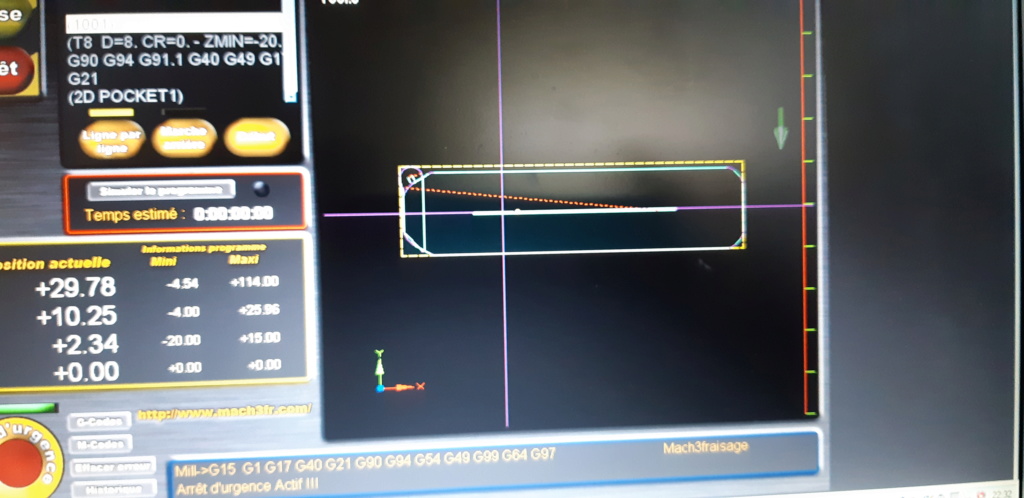
autre precision lorsque je regarde le " chemin d'outil " dans mach3 , je m'aperçois que pour mach3 le 0 est en haut a gauche au lieu de en bas a gauche ..

franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 58
Localisation : alsace
Re: probleme de comprehension avec le GCODE
![]() franck67530 Mar 16 Oct 2018 - 23:56
franck67530 Mar 16 Oct 2018 - 23:56
je me repond a moi meme pour la premiere partie de mes interrogations : je m'y prenais mal ( qui a dit encore ? ) lorsqu'on tangente il ne faut pas mettre les axes a 0 mais a 0-rayon de la fraise .... je pensais que le logiciel faisait ca de lui meme , mais non c'est pas automatique ...
il me reste donc a savoir pourquoi le chemein d'outil ne me mets pas le 0 au bon endroit .....david si tu me lis ...
il me reste donc a savoir pourquoi le chemein d'outil ne me mets pas le 0 au bon endroit .....david si tu me lis ...
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 58
Localisation : alsace
Re: probleme de comprehension avec le GCODE
![]() dh42 Mer 17 Oct 2018 - 1:56
dh42 Mer 17 Oct 2018 - 1:56
Salut
Ça me parait normal ; 10.25-9.75 = 0.5mm de "débattement" en Y ; la fraise faisant 8 de Ø, Y n'a a se déplacer que de 0.5 pour faire une rainure de 8.5mm de large, soit 0.25 mm de part et d'autre de Y =10, soit le centre de la pièce en Y pour un 0 en bas à gauche.
Pour la prise du 0 sur la machine, c'est le 0,0 au centre de rotation de la broche, donc si tu tangente en bas de la pièce avec une fraise de Ø8 pour prendre ton 0, en réalité ton centre broche est décalé de 4mm vers le bas au moment ou tu tangente, il est donc à -4 en Y, donc il ne faut pas mettre ton Y à 0 dans la visu, mais à -4 (tu peux cliquer dans la visu, entrer -4 et valider par entrée) ; bien sûr, même chose pour le 0 en X, si tu le prend en tangentant sur la face de gauche, tu devra entrer -4 en X dans la visu.
Comme tu n'a à prendre le 0 en XY qu'une seule fois, si tu veux éviter les risques d'erreurs, (comme mettre un - à la place d'un + ) tu utilise un outil pointu, comme une fraise à graver en V pour te centrer et faire tes 0, ensuite tu monte la bonne fraise et tu fait le 0 en Z .. et roule ... La plupart du temps c'est bien suffisant pour usiner du bois, ou si tu fais une pièce complète dans un brut (genre découpe) et que tu n'a qu'à prendre approximativement la position d'un angle de ta plaque.
) tu utilise un outil pointu, comme une fraise à graver en V pour te centrer et faire tes 0, ensuite tu monte la bonne fraise et tu fait le 0 en Z .. et roule ... La plupart du temps c'est bien suffisant pour usiner du bois, ou si tu fais une pièce complète dans un brut (genre découpe) et que tu n'a qu'à prendre approximativement la position d'un angle de ta plaque.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
si tu veux du précis (~0.01mm), pour usinage métal et/ou reprise de pièce (donc tu a un brut déjà pile à la cote), il faut utiliser la méthode en tangentant, mais avec un outil fait pour, comme une pinnule de centrage ou un palpeur par contact électrique.
Une pinnule de centrage sur la Z1 (pas adapté à une broche haute vitesse)
Il n'y a pas d'indication du 0,0 dans Mach3 sur l'affichage des parcours d'outil ; la croix violette que tu vois indique la position actuelle de la fraise (du centre broche) et donc elle dépend des affichages des visu X et Y ; pour voir le point 0,0 il faut déplacer tes axes jusqu'à ce que les visus XY indiquent 0, et la ta croix montrera le 0,0 par rapport à ton Gcode.
Sur l'image, on voit:
Position actuelle:
X = +29.78
Y = + 10.25
ce qui correspond bien à la position du centre fraise par rapport au coord de ton dessin avec le 0,0 en bas à gauche.
++
David
donc pour la fao ( fusion360 en l'occurrence ) les limites d'usinage de la Pocket sont : 10.25 < Y < 9.75
Ça me parait normal ; 10.25-9.75 = 0.5mm de "débattement" en Y ; la fraise faisant 8 de Ø, Y n'a a se déplacer que de 0.5 pour faire une rainure de 8.5mm de large, soit 0.25 mm de part et d'autre de Y =10, soit le centre de la pièce en Y pour un 0 en bas à gauche.
Pour la prise du 0 sur la machine, c'est le 0,0 au centre de rotation de la broche, donc si tu tangente en bas de la pièce avec une fraise de Ø8 pour prendre ton 0, en réalité ton centre broche est décalé de 4mm vers le bas au moment ou tu tangente, il est donc à -4 en Y, donc il ne faut pas mettre ton Y à 0 dans la visu, mais à -4 (tu peux cliquer dans la visu, entrer -4 et valider par entrée) ; bien sûr, même chose pour le 0 en X, si tu le prend en tangentant sur la face de gauche, tu devra entrer -4 en X dans la visu.
Comme tu n'a à prendre le 0 en XY qu'une seule fois, si tu veux éviter les risques d'erreurs, (comme mettre un - à la place d'un +
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
si tu veux du précis (~0.01mm), pour usinage métal et/ou reprise de pièce (donc tu a un brut déjà pile à la cote), il faut utiliser la méthode en tangentant, mais avec un outil fait pour, comme une pinnule de centrage ou un palpeur par contact électrique.
Une pinnule de centrage sur la Z1 (pas adapté à une broche haute vitesse)
autre precision lorsque je regarde le " chemin d'outil " dans mach3 , je m'aperçois que pour mach3 le 0 est en haut a gauche au lieu de en bas a gauche ..
Il n'y a pas d'indication du 0,0 dans Mach3 sur l'affichage des parcours d'outil ; la croix violette que tu vois indique la position actuelle de la fraise (du centre broche) et donc elle dépend des affichages des visu X et Y ; pour voir le point 0,0 il faut déplacer tes axes jusqu'à ce que les visus XY indiquent 0, et la ta croix montrera le 0,0 par rapport à ton Gcode.
Sur l'image, on voit:
Position actuelle:
X = +29.78
Y = + 10.25
ce qui correspond bien à la position du centre fraise par rapport au coord de ton dessin avec le 0,0 en bas à gauche.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: probleme de comprehension avec le GCODE
![]() franck67530 Mer 17 Oct 2018 - 7:47
franck67530 Mer 17 Oct 2018 - 7:47
merci Daivid pour ces précisions , c'est bien ce que j'ai fini par comprendre , ok je ferais donc comme indiqué pour la prise du 0 ; j'aime bien en tangentant , pour la pinule c'est bien ce que je voulais utilisé mais vu les vitesses de rotation ce n'est pas adapté , je verrai quand j'aurai fait un peu plus de pièces si mon besoin reel est un palpeur electrique , ca ca peut attendre ....
pour l'ecran mach3 : pas de soucis pour les cotes ... c'est le pontillé rouge qui m'intriguait, sans m'inquieter non plus hein , ce pontillé rouge c'est bien le parcours de l'outil non ?
pour l'ecran mach3 : pas de soucis pour les cotes ... c'est le pontillé rouge qui m'intriguait, sans m'inquieter non plus hein , ce pontillé rouge c'est bien le parcours de l'outil non ?
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 58
Localisation : alsace
Re: probleme de comprehension avec le GCODE
![]() c.phili Mer 17 Oct 2018 - 11:18
c.phili Mer 17 Oct 2018 - 11:18
Pour moi aussi c'était la galère pour ne pas me tromper avec le + et le-, maintenant je prends toujours mon zéro pièce au centre de ma pièce, si la précision n'est pas trop importante je prends les mesures au trusquin, je mets une pointe a la place de l'outil et je centre à l’œil sinon évidemment je palpe les bord.
Si le Gcode est fait avec cambam, et il suffit de faire coïncider le centre de la pièce avec les axes de cambam et ça va tout seul, si la pièce est symétrique il suffit de centrer dans "transformer" et c'est encore plus facile
Si le Gcode est fait avec cambam, et il suffit de faire coïncider le centre de la pièce avec les axes de cambam et ça va tout seul, si la pièce est symétrique il suffit de centrer dans "transformer" et c'est encore plus facile
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: probleme de comprehension avec le GCODE
![]() dh42 Mer 17 Oct 2018 - 22:05
dh42 Mer 17 Oct 2018 - 22:05
Salut,
C'est les déplacements en rapide ; ici, une fois la lumière finie, la broche se déplace en rapide jusqu'au point de départ du contour.
Il te faut cette version ; elle supporte une rotation à 5000 tr ; c'est celle que j'utilise sur la CNc
https://www.metiers-et-passions.com/outil-cata/pinule-centragebr-degagementbr-lateral-10-x-4-mm/otmt-0011210502-skg.html
une autre identique mais en queue de 6.35
https://www.metiers-et-passions.com/is-bin/INTERSHOP.enfinity/WFS/MetP-France-Site/fr_FR/-/EUR/Navigation-Dispatch?Ntx=mode+matchallpartial&Ntk=Default_METP&qEngine=pinnule&Nu=p_SkuGroup_ID&N=16038+25459+4276692439&Ntt=pinnule&y=0&x=0
++
David
c'est le pontillé rouge qui m'intriguait, sans m'inquieter non plus hein , ce pontillé rouge c'est bien le parcours de l'outil non ?
C'est les déplacements en rapide ; ici, une fois la lumière finie, la broche se déplace en rapide jusqu'au point de départ du contour.
pour la pinule c'est bien ce que je voulais utilisé mais vu les vitesses de rotation ce n'est pas adapté
Il te faut cette version ; elle supporte une rotation à 5000 tr ; c'est celle que j'utilise sur la CNc
https://www.metiers-et-passions.com/outil-cata/pinule-centragebr-degagementbr-lateral-10-x-4-mm/otmt-0011210502-skg.html
une autre identique mais en queue de 6.35
https://www.metiers-et-passions.com/is-bin/INTERSHOP.enfinity/WFS/MetP-France-Site/fr_FR/-/EUR/Navigation-Dispatch?Ntx=mode+matchallpartial&Ntk=Default_METP&qEngine=pinnule&Nu=p_SkuGroup_ID&N=16038+25459+4276692439&Ntt=pinnule&y=0&x=0
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: probleme de comprehension avec le GCODE
![]() franck67530 Jeu 18 Oct 2018 - 8:36
franck67530 Jeu 18 Oct 2018 - 8:36
et les contacts electrique tu en penses quoi ? il existe une macro d'ailleurs pour pouvoir tangenter par les cotés ( comme le probe du Z ) ?
franck67530- acharné du forum
- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 58
Localisation : alsace
Re: probleme de comprehension avec le GCODE
![]() c.phili Jeu 18 Oct 2018 - 11:44
c.phili Jeu 18 Oct 2018 - 11:44
Oui mais faudrait encore connaître exactement la mesure entre le contact et la broche.
J'ai un palpeur Electrique a bille et ça va pas mal du tout mais le problème c'est qu'il faut le monter a la place de l'outil, j'en ai un de 12mm de Ø et un de 20, la bille fait dans les 2 cas 10mm, donc le calcul est vite fait, dès que la bille effleure la pièce, ç'a s’allume et ça gueule , on ne peut pas le louper.
, on ne peut pas le louper.
Sinon quand on en as pas il y a aussi la feuille à cigarette qui ne manque pas de précision, tu la colle sur le coté puis tu rapproche l'outil doucement en faisant tourner la broche, dès la feuille s’arrache tu est près du micron du Ø ext de ta fraise. C'est encore une méthode que j'emploie souvent quand je ne veux pas enlever la fraise, ça marche aussi pour le Z mais là on a un palpeur qui va bien.
J'ai un palpeur Electrique a bille et ça va pas mal du tout mais le problème c'est qu'il faut le monter a la place de l'outil, j'en ai un de 12mm de Ø et un de 20, la bille fait dans les 2 cas 10mm, donc le calcul est vite fait, dès que la bille effleure la pièce, ç'a s’allume et ça gueule
Sinon quand on en as pas il y a aussi la feuille à cigarette qui ne manque pas de précision, tu la colle sur le coté puis tu rapproche l'outil doucement en faisant tourner la broche, dès la feuille s’arrache tu est près du micron du Ø ext de ta fraise. C'est encore une méthode que j'emploie souvent quand je ne veux pas enlever la fraise, ça marche aussi pour le Z mais là on a un palpeur qui va bien.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: probleme de comprehension avec le GCODE
![]() dh42 Jeu 18 Oct 2018 - 23:02
dh42 Jeu 18 Oct 2018 - 23:02
Salut,
Le seul palpeur "électrique" que j'avais trouvé (indépendant de Mach3 ; il y a une pile et un buzzer intégré) ne faisait pas l'affaire pour la CN, il était beaucoup trop long et était fait pour des machines plus grosses.
Pour le palpage avec une pige + contact électrique pièce/pige (comme le palpeur basique que l'on trouve sur les chinoises pour le Z), je ne suis pas très chaud ; il suffit d'un défaut de contact dut à une saleté sur la pige ou la pièce, et le palpage ne s'arrêtera pas ; quand c'est en Z, au pire tu écrase le palpeur, mais en XY, tu plie l'arbre de broche (et bien sûr ça ne fonctionne que sur des pièces métalliques)
(et bien sûr ça ne fonctionne que sur des pièces métalliques)
Pour la macro, il faut explorer ce sujet ; j'avais aidé Zarkann à coder un truc pour ça ; ce n'est qu'une variante de mon script de palpage en Z.
Attention par contre, si tu a une NVEM (ou autre carte Chinoise), il faudra bidouiller car ces saletés de cartes ne gèrent pas le palpage correctement (entre autre)
http://www.metabricoleur.com/t2083p25-numerisation-3d-avec-mach3#175966
++
David
franck67530 a écrit:et les contacts electrique tu en penses quoi ? il existe une macro d'ailleurs pour pouvoir tangenter par les cotés ( comme le probe du Z ) ?
Le seul palpeur "électrique" que j'avais trouvé (indépendant de Mach3 ; il y a une pile et un buzzer intégré) ne faisait pas l'affaire pour la CN, il était beaucoup trop long et était fait pour des machines plus grosses.
Pour le palpage avec une pige + contact électrique pièce/pige (comme le palpeur basique que l'on trouve sur les chinoises pour le Z), je ne suis pas très chaud ; il suffit d'un défaut de contact dut à une saleté sur la pige ou la pièce, et le palpage ne s'arrêtera pas ; quand c'est en Z, au pire tu écrase le palpeur, mais en XY, tu plie l'arbre de broche
(et bien sûr ça ne fonctionne que sur des pièces métalliques)Pour la macro, il faut explorer ce sujet ; j'avais aidé Zarkann à coder un truc pour ça ; ce n'est qu'une variante de mon script de palpage en Z.
Attention par contre, si tu a une NVEM (ou autre carte Chinoise), il faudra bidouiller car ces saletés de cartes ne gèrent pas le palpage correctement (entre autre)
http://www.metabricoleur.com/t2083p25-numerisation-3d-avec-mach3#175966
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» problème gcode avec mach3
» problème gcode avec mach3
» gcode fait avec INskape
» Produire son gcode avec Freecad
» gros problème avec le GCode
» problème gcode avec mach3
» gcode fait avec INskape
» Produire son gcode avec Freecad
» gros problème avec le GCode
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres FAO - et softs connexes
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum