






Evolution vers 5 et 6 axes avec ESS
4 participants
Page 1 sur 1

 Evolution vers 5 et 6 axes avec ESS
Evolution vers 5 et 6 axes avec ESS
![]() rogerj Lun 9 Déc 2019 - 22:01
rogerj Lun 9 Déc 2019 - 22:01
Bonsoir
Je suis en train de renforcer la rigidité de l’axe Z de ma CNC pour l’usinage des métaux et j’envisage à court terme de l’équiper d’un 5ème et 6ème axe
(dès le départ j’ai conçu l’axe Z pouvant osciller de droite à gauche + ou – 35°, c’est alors la traverse axe B qui le soutient qui pourra monter et descendre à la place de l’axe Z, ex : perçages obliques profonds ou sculpture en dépouille négative)
Et ce plus par pur plaisir de faire évoluer cette machine que j’ai conçue et réalisée avec beaucoup de satisfaction que par nécessité. Disons que c’est un défi personnel.
La fabrication mécanique des éléments de cette évolution ne me pose pas de problème spécifique. J’y mettrais le temps et le soin qu’il faudra pour que tout fonctionne mécaniquement correctement
Le problème du pilotage de l’ensemble et la maitrise des logiciels correspondants me préoccupe davantage
Je viens de faire quelques tests d’installation d’une 2ème BOB et de paramétrages de Mach3 et de l’ESS, ma BOB Bénézan n’ayant que 4 sorties moteurs
Après quelques tatonnements avec une vieille BOB chinoise en grande partie défectueuse j’ai pu faire tourner un moteur (axe B) en mode manuel après avoir complété le Jog de boutons B+ et B- (ainsi que C- et C+) avec Machscreen et en suivre le déplacement théorique sur l’écran1 de Mach3 (modifié lui aussi)

En utilisant le port 2 et la seule sortie moteur fonctionnant encore sur ma BOB chinoise j’ai fini par trouver les numéros de bornes de sorties à paramétrer pour que cela fonctionne (et qui ne correspondent pas au schéma théorique de la BOB chinoise .... grrr !!).
Et bien sûr en parallèle j'ai testés les 4 autres axes pour voir s’ils fonctionnaient toujours
J’en conclus donc que l’on doit pouvoir monter une 2ème carte Benezan sur le port 2 de l’ESS et paramétrer les axes B(linéaire) et C(rotatif) comme les axes X et A mais en utilisant le port 2 à la place du port 1 pour éviter les conflits
Et pour les contacts de limite je pense les mettre en série avec ceux des 4 axes
Suis-je dans le vrai ou ais-je oublié des points importants ?
Votre avis me conforterait (ou dissuaderait) pour que je puisse passer mes commandes de matériel sereinement et si possible avant Noël pour bien remplir les souliers sous le sapin
Quant au logiciel de FAO on verra à approfondir la question progressivement mais je subodore quelques nuits blanches en perspective. Il faut dire qu'au fur et mesure que les années passent on a besoin de moins de sommeil … alors ….
rogerj
Je suis en train de renforcer la rigidité de l’axe Z de ma CNC pour l’usinage des métaux et j’envisage à court terme de l’équiper d’un 5ème et 6ème axe
(dès le départ j’ai conçu l’axe Z pouvant osciller de droite à gauche + ou – 35°, c’est alors la traverse axe B qui le soutient qui pourra monter et descendre à la place de l’axe Z, ex : perçages obliques profonds ou sculpture en dépouille négative)
Et ce plus par pur plaisir de faire évoluer cette machine que j’ai conçue et réalisée avec beaucoup de satisfaction que par nécessité. Disons que c’est un défi personnel.
La fabrication mécanique des éléments de cette évolution ne me pose pas de problème spécifique. J’y mettrais le temps et le soin qu’il faudra pour que tout fonctionne mécaniquement correctement
Le problème du pilotage de l’ensemble et la maitrise des logiciels correspondants me préoccupe davantage
Je viens de faire quelques tests d’installation d’une 2ème BOB et de paramétrages de Mach3 et de l’ESS, ma BOB Bénézan n’ayant que 4 sorties moteurs
Après quelques tatonnements avec une vieille BOB chinoise en grande partie défectueuse j’ai pu faire tourner un moteur (axe B) en mode manuel après avoir complété le Jog de boutons B+ et B- (ainsi que C- et C+) avec Machscreen et en suivre le déplacement théorique sur l’écran1 de Mach3 (modifié lui aussi)

En utilisant le port 2 et la seule sortie moteur fonctionnant encore sur ma BOB chinoise j’ai fini par trouver les numéros de bornes de sorties à paramétrer pour que cela fonctionne (et qui ne correspondent pas au schéma théorique de la BOB chinoise .... grrr !!).
Et bien sûr en parallèle j'ai testés les 4 autres axes pour voir s’ils fonctionnaient toujours
J’en conclus donc que l’on doit pouvoir monter une 2ème carte Benezan sur le port 2 de l’ESS et paramétrer les axes B(linéaire) et C(rotatif) comme les axes X et A mais en utilisant le port 2 à la place du port 1 pour éviter les conflits
Et pour les contacts de limite je pense les mettre en série avec ceux des 4 axes
Suis-je dans le vrai ou ais-je oublié des points importants ?
Votre avis me conforterait (ou dissuaderait) pour que je puisse passer mes commandes de matériel sereinement et si possible avant Noël pour bien remplir les souliers sous le sapin
Quant au logiciel de FAO on verra à approfondir la question progressivement mais je subodore quelques nuits blanches en perspective. Il faut dire qu'au fur et mesure que les années passent on a besoin de moins de sommeil … alors ….
rogerj

rogerj- posteur Régulier

- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES

Re: Evolution vers 5 et 6 axes avec ESS
![]() dh42 Mar 10 Déc 2019 - 1:25
dh42 Mar 10 Déc 2019 - 1:25
Salut,
Oui, ça ne devrait pas poser de problème.
Série ou // ; tout dépend si tu utilise des contacts à ouverture ou à fermeture. Avec une 2ieme BoB, tu aura aussi 5 entrées de plus au minimum de dispo, mais tu peux en mettre plus car Mach3 (et l'ESS) autorise jusqu'à 13 entrées sur le port // n°2 (et sur le 2 et le 3 pour l'ESS)
par défaut le port // utilise 12 sorties et 5 entrées ; sur le port // 1, ça ne peut pas être modifié, mais sur les 2 autres tu peux aller jusqu'à 13 entrées et 4 sorties, avec toutes les combinaisons possibles.
les réglages des entrées sur l'ESS (dans les réglages du plugin) 2ieme image, zone "inputs"
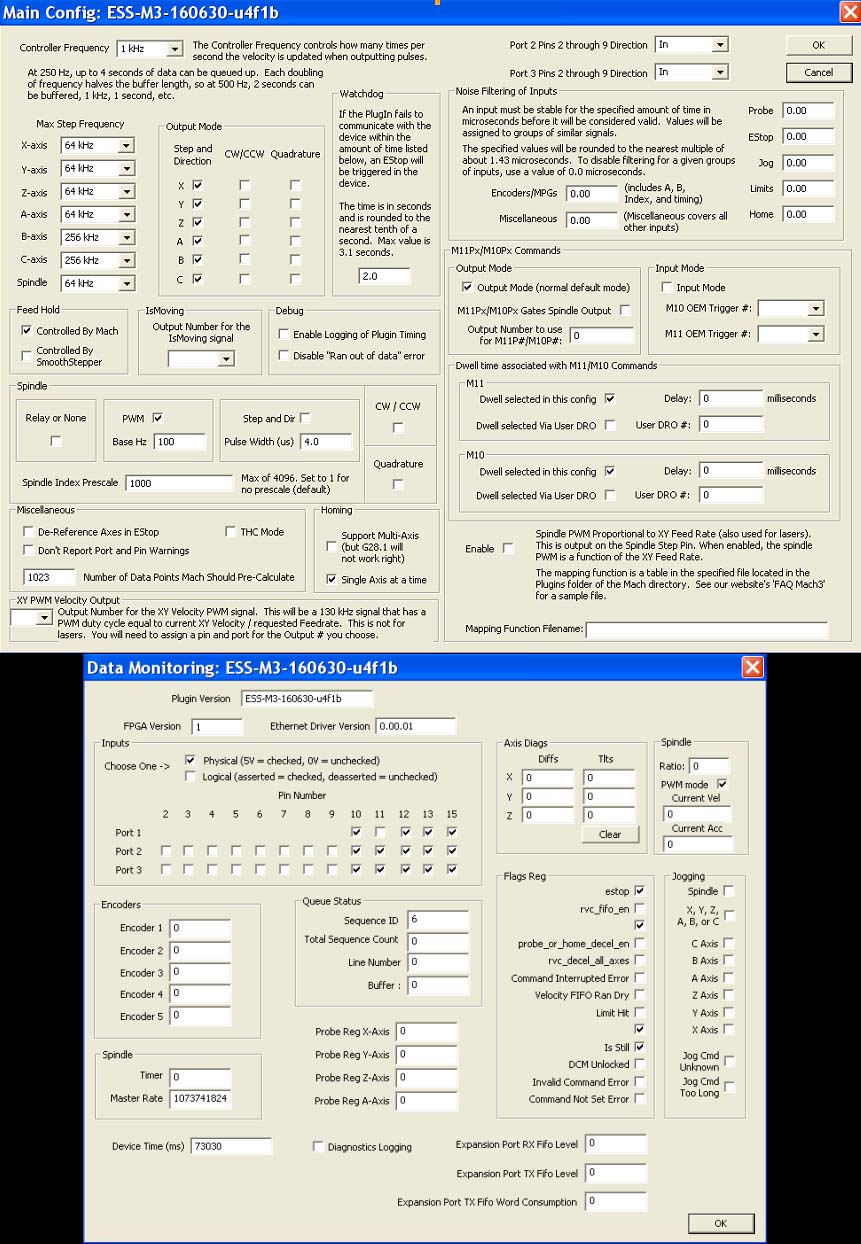
il y a également un réglage en haut à droite de la page 1
les assignations de pin sur le port // (pour le port 1)
Oui, c'est ça le plus compliqué ; il va falloir trouver un soft qui gère 5 à 6 axes .... peut être Fusion360. Pour ma part j'avais exploré Visual mill 6 pro, qui gère jusqu'à 5 axes, mais le 5ieme axe n'est géré qu'en positionnel et ne supporte pas l'usinage en continu.
++
David
J’en conclus donc que l’on doit pouvoir monter une 2ème carte Benezan sur le port 2 de l’ESS et paramétrer les axes B(linéaire) et C(rotatif) comme les axes X et A mais en utilisant le port 2 à la place du port 1 pour éviter les conflits
Oui, ça ne devrait pas poser de problème.
Et pour les contacts de limite je pense les mettre en série avec ceux des 4 axes
Série ou // ; tout dépend si tu utilise des contacts à ouverture ou à fermeture. Avec une 2ieme BoB, tu aura aussi 5 entrées de plus au minimum de dispo, mais tu peux en mettre plus car Mach3 (et l'ESS) autorise jusqu'à 13 entrées sur le port // n°2 (et sur le 2 et le 3 pour l'ESS)
par défaut le port // utilise 12 sorties et 5 entrées ; sur le port // 1, ça ne peut pas être modifié, mais sur les 2 autres tu peux aller jusqu'à 13 entrées et 4 sorties, avec toutes les combinaisons possibles.
les réglages des entrées sur l'ESS (dans les réglages du plugin) 2ieme image, zone "inputs"

il y a également un réglage en haut à droite de la page 1
les assignations de pin sur le port // (pour le port 1)
| 1 | out |
| 2 | out |
| 3 | out |
| 4 | out |
| 5 | out |
| 6 | out |
| 7 | out |
| 8 | out |
| 9 | out |
| 10 | in |
| 11 | in |
| 12 | in |
| 13 | in |
| 14 | out |
| 15 | in |
| 16 | out |
| 17 | out |
| 18 | GND |
| 19 | GND |
| 20 | GND |
| 21 | GND |
| 22 | GND |
| 23 | GND |
| 24 | GND |
| 25 | GND |
Quant au logiciel de FAO on verra à approfondir la question progressivement mais je subodore quelques nuits blanches en perspective. Il faut dire qu'au fur et mesure que les années passent on a besoin de moins de sommeil … alors ….
Oui, c'est ça le plus compliqué ; il va falloir trouver un soft qui gère 5 à 6 axes .... peut être Fusion360. Pour ma part j'avais exploré Visual mill 6 pro, qui gère jusqu'à 5 axes, mais le 5ieme axe n'est géré qu'en positionnel et ne supporte pas l'usinage en continu.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Evolution vers 5 et 6 axes avec ESS
![]() rogerj Mar 10 Déc 2019 - 4:48
rogerj Mar 10 Déc 2019 - 4:48
Merci David
Tu me confortes …. donc je casse ma tirelire et je fonce
Pour le soft j'avais aussi pensé à Fusion 360
Je l'utilise déja pour créer mes fichiers STL en impression 3D et les déverser dans Cura (et bientôt Simplify3D)
Je m'en sers aussi parfois pour modéliser des pièces complexes en préalable à CamBam
Mais de là à gérer les 6 axes j'ai encore pas mal de boulot d'apprentissage et de tests
Mais bon … patience et longueur de temps ….
Encore merci pour tous ces précieux conseils
rogerj
Tu me confortes …. donc je casse ma tirelire et je fonce
Pour le soft j'avais aussi pensé à Fusion 360
Je l'utilise déja pour créer mes fichiers STL en impression 3D et les déverser dans Cura (et bientôt Simplify3D)
Je m'en sers aussi parfois pour modéliser des pièces complexes en préalable à CamBam
Mais de là à gérer les 6 axes j'ai encore pas mal de boulot d'apprentissage et de tests
Mais bon … patience et longueur de temps ….
Encore merci pour tous ces précieux conseils
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Evolution 5ème axe réussie
![]() rogerj Mer 18 Déc 2019 - 10:10
rogerj Mer 18 Déc 2019 - 10:10
Bonjour
Le Père Noël est en avance et j'ai reçu la 2ème BOB Benezan et le driver leadshine
J'ai un peu galéré pour trouver tous les bons réglages mais ça y est ça fonctionne
Pour info j'indique ci-après les réglages pour ESS Ethernet et 2 BOB Benezan avec Mach3
1- ne pas toucher aux réglages de la 1ère BOB déja en place
2- monter la 2ème BOB sur le port 2 de l'ESS Ethernet et l'alimenter en 24V (comme la 1ère)
3- connecter en parallèle le Bouton d'urgence (champignon rouge) aux bornes 5 et 6 connecteur X2 de la 2ème BOB
(ainsi le STOP mécanique coupe les 2 BOB simultanément)
4- disposer tous les cavaliers JPxx de la 2ème BOB comme sur la 1ère BOB sauf ne pas activer le 4ème axe
5- Pour les emplacements RJ45 de sorties moteurs non utilisées (sauf 4ème axe) mettre une prise RJ45 avec les fils 7 et 8 shuntés
6- config ESS ethernet = port 2 pins 2 à 9 "OUT"
7- config Mach3 = pomp charg 2 " port 2 borne 16 " (1ère BOB pomp charg " port 1 borne 16 " d'origine)
8- config Mach3 = ESTOP doit rester à " port 2 borne 2 "
9- config Mach3 = allouer les bornes sorties moteurs pas et dir du 5ème axe aux bornes correspondantes à la sortie RJ45 choisie sur la 2ème BOB
(pour moi axe Z soit " borne pas 7, borne dir 6 ") et " Port pas 2 Port dir 2 "
10- config Mach3 = si 6ème axe même opération mais en choisissant les bonnes bornes correspondantes à la sortie RJ45 choisie sur la 2ème BOB
remarque: je n'ai pas compris pourquoi ESTOP est à " port 2 borne 2 " à l'origine et doit impérativement y rester … mais sinon ça ne marche pas !!
Maintenant que les essais sont concluants reste à câbler correctement tout ça et installer mécaniquement les axes supplémentaires
On verra ça après les fêtes
Bon Noël à tous
rogerj
Le Père Noël est en avance et j'ai reçu la 2ème BOB Benezan et le driver leadshine
J'ai un peu galéré pour trouver tous les bons réglages mais ça y est ça fonctionne
Pour info j'indique ci-après les réglages pour ESS Ethernet et 2 BOB Benezan avec Mach3
1- ne pas toucher aux réglages de la 1ère BOB déja en place
2- monter la 2ème BOB sur le port 2 de l'ESS Ethernet et l'alimenter en 24V (comme la 1ère)
3- connecter en parallèle le Bouton d'urgence (champignon rouge) aux bornes 5 et 6 connecteur X2 de la 2ème BOB
(ainsi le STOP mécanique coupe les 2 BOB simultanément)
4- disposer tous les cavaliers JPxx de la 2ème BOB comme sur la 1ère BOB sauf ne pas activer le 4ème axe
5- Pour les emplacements RJ45 de sorties moteurs non utilisées (sauf 4ème axe) mettre une prise RJ45 avec les fils 7 et 8 shuntés
6- config ESS ethernet = port 2 pins 2 à 9 "OUT"
7- config Mach3 = pomp charg 2 " port 2 borne 16 " (1ère BOB pomp charg " port 1 borne 16 " d'origine)
8- config Mach3 = ESTOP doit rester à " port 2 borne 2 "
9- config Mach3 = allouer les bornes sorties moteurs pas et dir du 5ème axe aux bornes correspondantes à la sortie RJ45 choisie sur la 2ème BOB
(pour moi axe Z soit " borne pas 7, borne dir 6 ") et " Port pas 2 Port dir 2 "
10- config Mach3 = si 6ème axe même opération mais en choisissant les bonnes bornes correspondantes à la sortie RJ45 choisie sur la 2ème BOB
remarque: je n'ai pas compris pourquoi ESTOP est à " port 2 borne 2 " à l'origine et doit impérativement y rester … mais sinon ça ne marche pas !!
Maintenant que les essais sont concluants reste à câbler correctement tout ça et installer mécaniquement les axes supplémentaires
On verra ça après les fêtes
Bon Noël à tous
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Choix logiciel 5 axes
![]() rogerj Sam 25 Jan 2020 - 18:30
rogerj Sam 25 Jan 2020 - 18:30
Bonjour
L'évolution mécanique vers les 5ème axe et 6ème axe de ma CNC avance favorablement
En fait comme je vais permuter selon le type de travail l'axe Z actuel avec la traverse le supportant je n'aurai besoin que de gérer simultanément 5 axes sur les 6 installés
Il me suffit d'avoir 2 configurations différentes de Mach3 en fonction du type d'axe Z que j'utilise (puisque les accélération et vitesse maxi ne peuvent être les mêmes compte tenu des masses très différentes et que j'ai une démultiplication de 0,75 pour la commande de la traverse). Avec MachScreen j'ai fait des écrans Mach3 personnalisés pour ne pas confondre la configuration Mach3 utilisée
Il se trouve que récemment j'ai gravé 220 plateaux repas pour une association locale avec ma CNC
Or l'adhérent de cette asso avec qui j'ai fait le travail est un ancien opérateur sur CNC dans une petite entreprise sous-traitante d'Airbus
Pour me remercier il m'a donné une version ancienne de Mastercam (V9.1 sp2) en français et avec les manuels français, très complète puisque il gérait une CNC 5 axes avec.
Pour moi c'est un cadeau royal d'autant plus que mon donateur vient chez moi régulièrement pour parfaire ma formation
J'ai récupéré le post pro Mastercam/Mach3 et je m'entraine consciencieusement pour faire des plans 3D puis des programmes d'usinages avec
Il est évident que ce logiciel est moins convivial que Cambam et qu'il est plus dans l'esprit DOS/Windows XP que Windows 10 mais il est tellement complet et paramétrable à souhait que je l'adopte sans hésitation.
Le fait qu'il soit en français avec beaucoup d'exemples d'autoformation et des ouvrages explicatifs très détaillés facilite l'assimilation (et puis il me rappelle des logiciels des années 1995/2000 que j'ai beaucoup utilisés lorsque j'étais en activité)
Donc je vais pouvoir avancer significativement vers l'usinage 5 axes tel que je l'avais imaginé quand j'ai conçu ma CNC il y à maintenant bientôt 2 ans
A suivre …..
rogerj
L'évolution mécanique vers les 5ème axe et 6ème axe de ma CNC avance favorablement
En fait comme je vais permuter selon le type de travail l'axe Z actuel avec la traverse le supportant je n'aurai besoin que de gérer simultanément 5 axes sur les 6 installés
Il me suffit d'avoir 2 configurations différentes de Mach3 en fonction du type d'axe Z que j'utilise (puisque les accélération et vitesse maxi ne peuvent être les mêmes compte tenu des masses très différentes et que j'ai une démultiplication de 0,75 pour la commande de la traverse). Avec MachScreen j'ai fait des écrans Mach3 personnalisés pour ne pas confondre la configuration Mach3 utilisée
Il se trouve que récemment j'ai gravé 220 plateaux repas pour une association locale avec ma CNC
Or l'adhérent de cette asso avec qui j'ai fait le travail est un ancien opérateur sur CNC dans une petite entreprise sous-traitante d'Airbus
Pour me remercier il m'a donné une version ancienne de Mastercam (V9.1 sp2) en français et avec les manuels français, très complète puisque il gérait une CNC 5 axes avec.
Pour moi c'est un cadeau royal d'autant plus que mon donateur vient chez moi régulièrement pour parfaire ma formation
J'ai récupéré le post pro Mastercam/Mach3 et je m'entraine consciencieusement pour faire des plans 3D puis des programmes d'usinages avec
Il est évident que ce logiciel est moins convivial que Cambam et qu'il est plus dans l'esprit DOS/Windows XP que Windows 10 mais il est tellement complet et paramétrable à souhait que je l'adopte sans hésitation.
Le fait qu'il soit en français avec beaucoup d'exemples d'autoformation et des ouvrages explicatifs très détaillés facilite l'assimilation (et puis il me rappelle des logiciels des années 1995/2000 que j'ai beaucoup utilisés lorsque j'étais en activité)
Donc je vais pouvoir avancer significativement vers l'usinage 5 axes tel que je l'avais imaginé quand j'ai conçu ma CNC il y à maintenant bientôt 2 ans
A suivre …..
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Evolution vers 5 et 6 axes avec ESS
![]() nagut Sam 25 Jan 2020 - 20:55
nagut Sam 25 Jan 2020 - 20:55
Bonsoir
j'ai utilisé Mastercam il y a quelque années jusqu'à il ne marche plus sur mon ordi; pourquoi: je ne sais plus
j'adorais ce logiciel
il a fallut trouver autre chose et je suis partis sur Cambam qui est quant mème pas mal
j'ai utilisé Mastercam il y a quelque années jusqu'à il ne marche plus sur mon ordi; pourquoi: je ne sais plus
j'adorais ce logiciel
il a fallut trouver autre chose et je suis partis sur Cambam qui est quant mème pas mal

nagut- complétement accro

- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 72
Localisation : Haut Jura
Logiciel mastercam
![]() rogerj Sam 25 Jan 2020 - 21:21
rogerj Sam 25 Jan 2020 - 21:21
Bonjour
J'ai moi aussi rencontré des problèmes d'installation de Mastercam selon le PC sur lequel je voulais l'installer
En fait je pense qu'il s'agit d'un problème de DLL anciennes nécessaires (plus ou moins anciennes selon l'âge de la version)
En ce qui me concerne j'ai solutionné le problème en installant Mastercam sur mes PC via VirtualBox et une machine virtuelle XPpro sp1 en allouant 1Go de ram et 128mo de mémoire vidéo.
A partir de là Mastercam V9.1 sp2 marche très bien quelque soit le PC (affichage superbe plein écran 27pouces sous Windows 10) et transfert possible des fichiers vers Mach3 par drag and drop ou clé USB 2.0 selon le cas
rogerj
J'ai moi aussi rencontré des problèmes d'installation de Mastercam selon le PC sur lequel je voulais l'installer
En fait je pense qu'il s'agit d'un problème de DLL anciennes nécessaires (plus ou moins anciennes selon l'âge de la version)
En ce qui me concerne j'ai solutionné le problème en installant Mastercam sur mes PC via VirtualBox et une machine virtuelle XPpro sp1 en allouant 1Go de ram et 128mo de mémoire vidéo.
A partir de là Mastercam V9.1 sp2 marche très bien quelque soit le PC (affichage superbe plein écran 27pouces sous Windows 10) et transfert possible des fichiers vers Mach3 par drag and drop ou clé USB 2.0 selon le cas
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Evolution vers 5 et 6 axes avec ESS
![]() silky Dim 26 Jan 2020 - 11:45
silky Dim 26 Jan 2020 - 11:45
bonjour
pourrais-tu fournir plus d'informations sur ta configuration des axes 4, 5 et 6, partie mécanique, apparemment tu as dit que tu avais prévu une oscillation de l'axe Z, pourrais-tu m'en dire plus?
merci d'avance
silky
pourrais-tu fournir plus d'informations sur ta configuration des axes 4, 5 et 6, partie mécanique, apparemment tu as dit que tu avais prévu une oscillation de l'axe Z, pourrais-tu m'en dire plus?
merci d'avance
silky
silky- complétement accro
- Messages : 627
Points : 759
Date d'inscription : 08/10/2013
Age : 68
Localisation : arras
Mécanisation 5ème axe
![]() rogerj Dim 26 Jan 2020 - 17:18
rogerj Dim 26 Jan 2020 - 17:18
Bonjour
Jusqu'à présent j'utilisais ma CNC classiquement en 4 axes
L'axe Z est monté sur une glissière (axe Y) que je peut monter ou descendre manuellement pour augmenter la capacité de la CNC ou diminuer le porte à faux du porte outil
Pour l'usinage du plastique ou du bois tout fonctionne correctement
Par contre lorsque j'usine des métaux (à la rigueur l'alu ça va pour de faibles passes) je constate une flexion du porte outil d'où une perte de précision de 1 ou 2 dixième selon le travail dès que je mets un peu trop de porte à faux à l'axe Z
De plus quand je monte ou descend manuellement (avec un cric hydraulique) la glissière Y il me faut contrôler le parallélisme avant le serrage ou alors resurfacer légèrement le plan de travail
D'où l'idée de mécaniser ce déplacement de glissière Y en mettant une vis à bille 16mm à chaque extrémité et une liaison par courroie crantée avec réglage de tension pour être certain de la synchronisation des 2 vis à billes verticales, le tout commandé par un moteur Nema 24 avec une démultiplication de 0.75 car j'ai plus besoin de précision que de vitesse de déplacement pour usiner des métaux
Je devrais ainsi avoir une glissière qui se déplace toujours avec un parallélisme rigoureux
De toute façon vue la distance de chaque vis à bille (entr'axe 650mm) un très léger écart de rotation du à l'éventuelle souplesse de la courroie crantée n'aura qu'une incidence quasi nulle sur la zone de travail centrale (largeur maxi 410 mm)
Pour info capacité utile (et courses utiles) Long 650 x larg 410 x haut 400, puissance broche 2.2kw refroidie eau
Je pourrai donc utiliser le mouvement mécanisé de monte et baisse de la glissière Y comme axe Z
Comme à la conception j'ai prévu que l'axe Z actuel puisse osciller de droite à gauche (pour l'instant cette oscillation est bloquée mécaniquement pour que l'axe Z reste rigoureusement perpendiculaire à l'axe Y) si je mécanise cette oscillation en la gérant comme un 5ème axe je devrais pouvoir usiner en contre dépouille ou faire des perçages obliques à différentes hauteurs et différents angles avec l'ancien axe Z devenu axe B linéaire ( la pièce pouvant aussi être montée si utile sur le plateau tournant 4ème axe A)
Pour l'instant j'ai bientôt fini la réalisation de la mécanisation de la glissière Y et je suis entrain de peaufiner la mécanisation de l'oscillation existante en réfléchissant bien à la rigidité du mécanisme et son verrouillage angulaire temporaire éventuel sans augmenter exagérément le poids (pas facile de faire peu encombrant, léger, rigide, précis ….). A moins que je n'utilise l'électronique que pour la précision de l'angle d'inclinaison avec blocage manuel
Ce serait surement plus simple, plus léger, plus fiable et plus rigide. Je n'ai pas encore trouvé le bon compromis.
Ou alors fabriquer un 5ème axe classique sur lequel repose l'axe tournant A et ne garder qu'une inclinaison manuelle de l'axe Z actuel pour certains travaux spécifiques où il y aurait avantage à incliner l'outil sans une précision rigoureuse (comme sur certaines fraiseuses classiques)
C'est la même électronique et même moteur nema. C'est peut être aussi plus classique à programmer avec un logiciel FAO 5 axes
Je pourrais aussi y aller par étape et avancer prudemment
Electroniquement le problème est réglé avec la 2ème BOB qui m'a donné la possibilité de gérer 4 axes supplémentaires (et ça fonctionne bien en essai 6 axes avec Mach3)
Ceci dit je profite de mon intervention mécanique pour ajouter des glissières plates sur l'actuel axe Z pour en augmenter la rigidité ce qui de toute façon quelle que soit la configuration utilisée sera appréciable
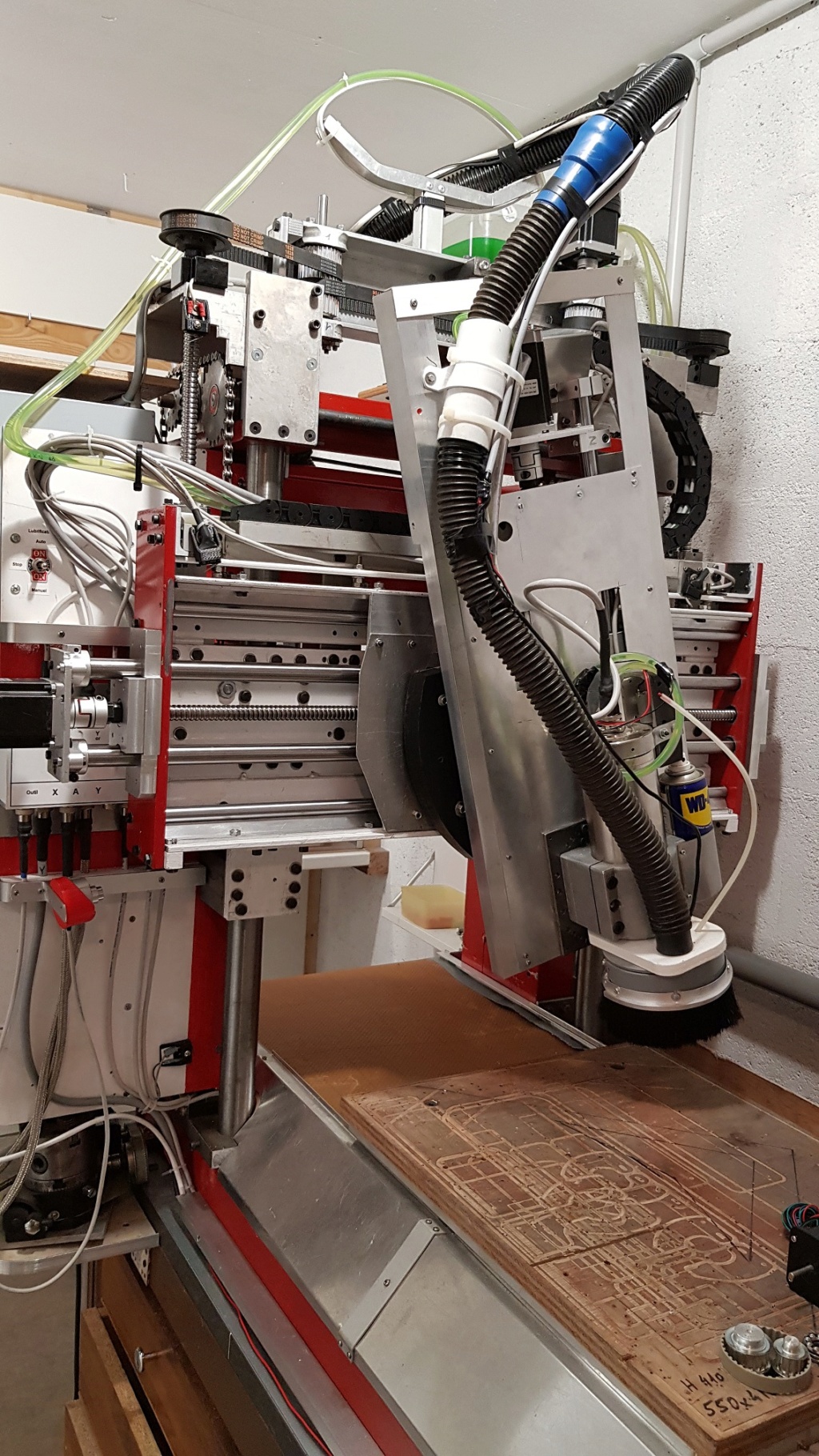
Ci-dessous photo de ma CNC actuelle avant modifs. Lorsque j'aurai fini le montage de la mécanisation de la glissière Y je mettrai de nouvelles photos détaillées
Mais, excusez-moi, pour l'instant je ne vais pas donner de détails sur la mécanisation de l'oscillation de l'axe Z tant que je ne suis pas certain que ce soit valablement exploitable
Autant je suis satisfait de mes travaux sur la glissière Y, autant je suis réservé sur ceux de l'oscillation Z
Si quelques uns d'entre vous ont une expérience intéressante je suis preneur

rogerj
Jusqu'à présent j'utilisais ma CNC classiquement en 4 axes
L'axe Z est monté sur une glissière (axe Y) que je peut monter ou descendre manuellement pour augmenter la capacité de la CNC ou diminuer le porte à faux du porte outil
Pour l'usinage du plastique ou du bois tout fonctionne correctement
Par contre lorsque j'usine des métaux (à la rigueur l'alu ça va pour de faibles passes) je constate une flexion du porte outil d'où une perte de précision de 1 ou 2 dixième selon le travail dès que je mets un peu trop de porte à faux à l'axe Z
De plus quand je monte ou descend manuellement (avec un cric hydraulique) la glissière Y il me faut contrôler le parallélisme avant le serrage ou alors resurfacer légèrement le plan de travail
D'où l'idée de mécaniser ce déplacement de glissière Y en mettant une vis à bille 16mm à chaque extrémité et une liaison par courroie crantée avec réglage de tension pour être certain de la synchronisation des 2 vis à billes verticales, le tout commandé par un moteur Nema 24 avec une démultiplication de 0.75 car j'ai plus besoin de précision que de vitesse de déplacement pour usiner des métaux
Je devrais ainsi avoir une glissière qui se déplace toujours avec un parallélisme rigoureux
De toute façon vue la distance de chaque vis à bille (entr'axe 650mm) un très léger écart de rotation du à l'éventuelle souplesse de la courroie crantée n'aura qu'une incidence quasi nulle sur la zone de travail centrale (largeur maxi 410 mm)
Pour info capacité utile (et courses utiles) Long 650 x larg 410 x haut 400, puissance broche 2.2kw refroidie eau
Je pourrai donc utiliser le mouvement mécanisé de monte et baisse de la glissière Y comme axe Z
Comme à la conception j'ai prévu que l'axe Z actuel puisse osciller de droite à gauche (pour l'instant cette oscillation est bloquée mécaniquement pour que l'axe Z reste rigoureusement perpendiculaire à l'axe Y) si je mécanise cette oscillation en la gérant comme un 5ème axe je devrais pouvoir usiner en contre dépouille ou faire des perçages obliques à différentes hauteurs et différents angles avec l'ancien axe Z devenu axe B linéaire ( la pièce pouvant aussi être montée si utile sur le plateau tournant 4ème axe A)
Pour l'instant j'ai bientôt fini la réalisation de la mécanisation de la glissière Y et je suis entrain de peaufiner la mécanisation de l'oscillation existante en réfléchissant bien à la rigidité du mécanisme et son verrouillage angulaire temporaire éventuel sans augmenter exagérément le poids (pas facile de faire peu encombrant, léger, rigide, précis ….). A moins que je n'utilise l'électronique que pour la précision de l'angle d'inclinaison avec blocage manuel
Ce serait surement plus simple, plus léger, plus fiable et plus rigide. Je n'ai pas encore trouvé le bon compromis.
Ou alors fabriquer un 5ème axe classique sur lequel repose l'axe tournant A et ne garder qu'une inclinaison manuelle de l'axe Z actuel pour certains travaux spécifiques où il y aurait avantage à incliner l'outil sans une précision rigoureuse (comme sur certaines fraiseuses classiques)
C'est la même électronique et même moteur nema. C'est peut être aussi plus classique à programmer avec un logiciel FAO 5 axes
Je pourrais aussi y aller par étape et avancer prudemment
Electroniquement le problème est réglé avec la 2ème BOB qui m'a donné la possibilité de gérer 4 axes supplémentaires (et ça fonctionne bien en essai 6 axes avec Mach3)
Ceci dit je profite de mon intervention mécanique pour ajouter des glissières plates sur l'actuel axe Z pour en augmenter la rigidité ce qui de toute façon quelle que soit la configuration utilisée sera appréciable
Ci-dessous photo de ma CNC actuelle avant modifs. Lorsque j'aurai fini le montage de la mécanisation de la glissière Y je mettrai de nouvelles photos détaillées
Mais, excusez-moi, pour l'instant je ne vais pas donner de détails sur la mécanisation de l'oscillation de l'axe Z tant que je ne suis pas certain que ce soit valablement exploitable
Autant je suis satisfait de mes travaux sur la glissière Y, autant je suis réservé sur ceux de l'oscillation Z
Si quelques uns d'entre vous ont une expérience intéressante je suis preneur

rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Evolution vers 5 et 6 axes avec ESS
![]() silky Dim 26 Jan 2020 - 20:02
silky Dim 26 Jan 2020 - 20:02
bonsoir
je te remercie pour tous les détails concernant ta machine, pas mal le système de pouvoir relever ou descendre l'axe Z
pour l'axe 5, effectivement j'avais ce projet en tête mais encore moins avancé que le tien
les systèmes consultés sont celui de BZT
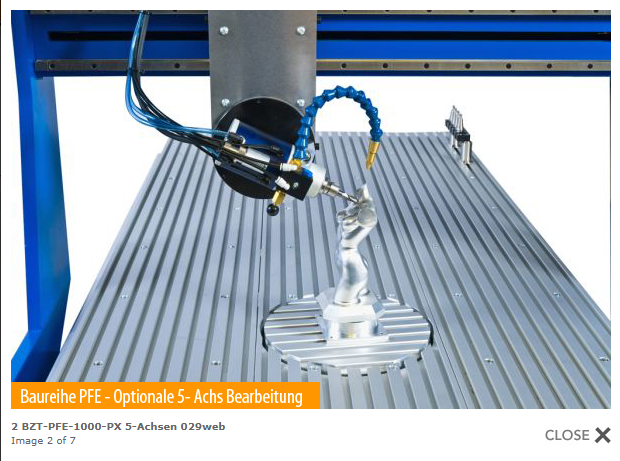
ou le système avec un berceau en rotation autour d'un axe, placé sur la table
https://www.youtube.com/watch?v=ro3ITeSlB1o
mais pour le moment tout cela n'a pas encore été défini
bon courage pour la suite et encore merci pour les infos, j'attends avec impatience la suite...
silky
je te remercie pour tous les détails concernant ta machine, pas mal le système de pouvoir relever ou descendre l'axe Z
pour l'axe 5, effectivement j'avais ce projet en tête mais encore moins avancé que le tien
les systèmes consultés sont celui de BZT

ou le système avec un berceau en rotation autour d'un axe, placé sur la table
https://www.youtube.com/watch?v=ro3ITeSlB1o
mais pour le moment tout cela n'a pas encore été défini
bon courage pour la suite et encore merci pour les infos, j'attends avec impatience la suite...
silky
silky- complétement accro
- Messages : 627
Points : 759
Date d'inscription : 08/10/2013
Age : 68
Localisation : arras
Avancement travaux évolution vers 6 axes
![]() rogerj Dim 1 Mar 2020 - 22:31
rogerj Dim 1 Mar 2020 - 22:31
Bonjour
Les travaux de modifications avancent bon train
La motorisation de la traverse horizontale Y supportant l'axe Z est terminée et fonctionne tout à fait correctement pilotée par Mach3
Les efforts sont moindre que ceux que j'avais supposés et j'ai pu utiliser un moteur Nema 23 récupéré
Ceci dit grâce au driver Leadshine digital qui exploite parfaitement les ressources des moteurs pas à pas
J'ai fait un essai comparatif avec un driver classique chinois. Le Leadshine triple les performances du moteur par rapport au chinois
C'est impressionnant !!!


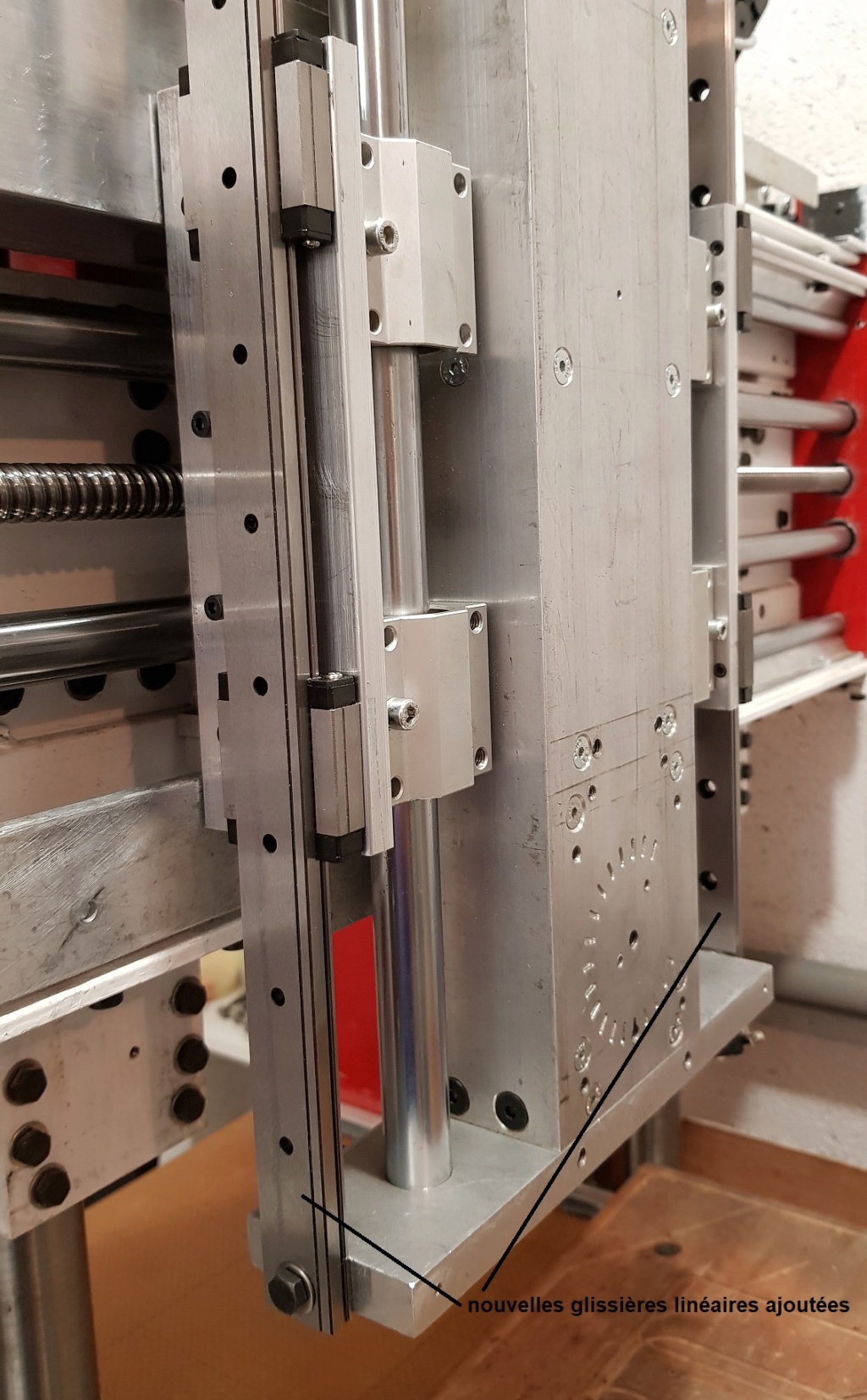
J'ai également renforcé la rigidité de l'axe Z en y ajoutant 2 glissières linéaires supplémentaires
Je n'ai pas eu de difficultés particulières pour aligner l'ensemble des 4 glissières sans durcir le mouvement contrairement à ce que je craignais
L'accroissement de rigidité est sensible
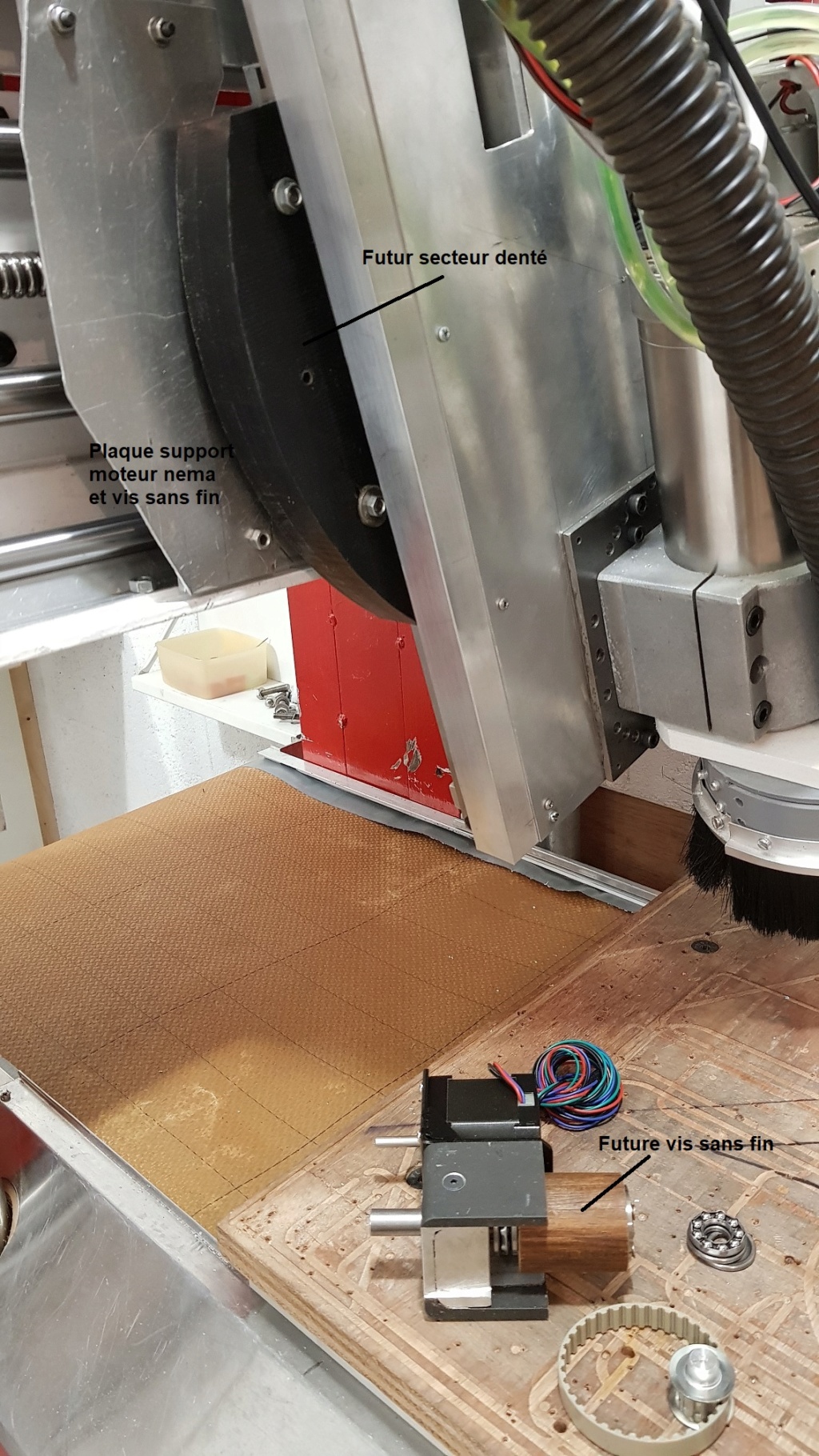
En ce qui concerne l'oscillation de l'axe Z, après plusieurs essais j'ai opté pour une commande par secteur denté et vis sans fin commandée par un moteur nema 17 à fort couple et démultiplié par 2
J'attends la livraison de la fraise au module 2 n°8 pour usiner le secteur denté (diamètre primitif 360mm) et la vis sans fin à 1 filet
J'attends aussi la poulie crantée réceptrice et la courroie crantée pour terminer le montage
Chaque tour du moteur nema correspondra à une rotation de 1 degré de l'axe Z. Compte tenu des micros-pas la précision de l'oscillation sera largement suffisante.
Je prévois aussi un blocage manuel possible de l'inclinaison pour certains travaux
D'ici 1 mois environ toutes ces modifs devraient être terminées et je pourrais reprendre mes usinages divers et variés (et plus complexes que précédemment)
A suivre .....
rogerj
Les travaux de modifications avancent bon train
La motorisation de la traverse horizontale Y supportant l'axe Z est terminée et fonctionne tout à fait correctement pilotée par Mach3
Les efforts sont moindre que ceux que j'avais supposés et j'ai pu utiliser un moteur Nema 23 récupéré
Ceci dit grâce au driver Leadshine digital qui exploite parfaitement les ressources des moteurs pas à pas
J'ai fait un essai comparatif avec un driver classique chinois. Le Leadshine triple les performances du moteur par rapport au chinois
C'est impressionnant !!!


J'ai également renforcé la rigidité de l'axe Z en y ajoutant 2 glissières linéaires supplémentaires
Je n'ai pas eu de difficultés particulières pour aligner l'ensemble des 4 glissières sans durcir le mouvement contrairement à ce que je craignais
L'accroissement de rigidité est sensible

En ce qui concerne l'oscillation de l'axe Z, après plusieurs essais j'ai opté pour une commande par secteur denté et vis sans fin commandée par un moteur nema 17 à fort couple et démultiplié par 2
J'attends la livraison de la fraise au module 2 n°8 pour usiner le secteur denté (diamètre primitif 360mm) et la vis sans fin à 1 filet
J'attends aussi la poulie crantée réceptrice et la courroie crantée pour terminer le montage
Chaque tour du moteur nema correspondra à une rotation de 1 degré de l'axe Z. Compte tenu des micros-pas la précision de l'oscillation sera largement suffisante.
Je prévois aussi un blocage manuel possible de l'inclinaison pour certains travaux


D'ici 1 mois environ toutes ces modifs devraient être terminées et je pourrais reprendre mes usinages divers et variés (et plus complexes que précédemment)
A suivre .....
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Evolution vers 5 et 6 axes avec ESS
![]() dh42 Dim 1 Mar 2020 - 22:57
dh42 Dim 1 Mar 2020 - 22:57
Salut,
Impressionnant la taille de l'axe Z !
Beau boulot !
Intéressant ..
++
David
Impressionnant la taille de l'axe Z !
Beau boulot !
Ceci dit grâce au driver Leadshine digital qui exploite parfaitement les ressources des moteurs pas à pas
J'ai fait un essai comparatif avec un driver classique chinois. Le Leadshine triple les performances du moteur par rapport au chinois
C'est impressionnant !!!
Intéressant ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Vis sans fin et secteur denté
![]() rogerj Mar 10 Mar 2020 - 22:08
rogerj Mar 10 Mar 2020 - 22:08
Bonjour
J’ai reçu ma fraise n°8 au module 2
Je veux avec usiner une vis sans fin (diamètre primitif 32mm) et un secteur denté (diamètre primitif 360mm). L’ensemble pour faire osciller l’axe Z de ma CNC

Le diamètre primitif de 360 pour avoir un nombre de dents sous-multiple de 360°
Avec un module 2 cela me donnerait sur un pignon complet 180 dents soit une rotation de 1 dent donnera 2° d’inclinaison de l’axe Z
Avec une vis sans fin à 1 filet commandée par un moteur nema 17 démultiplié par 2 cela fera pour 1 tour moteur une rotation finale de 1° ce qui facilitera la programmation à venir des oscillations
La vis sans fin est un filet hélicoïdal dont il faudra reporter l’angle moyen d’inclinaison lors de l’usinage du secteur denté
Le pas d’une vis au module 2 est de 2pi soit 6,283mm
Je ne peux pas faire ça avec mon tour mais je sais gérer un tel pas avec ma CNC
Un demi-pas (soit pi) sur un diamètre primitif de 32mm donne un triangle rectangle dont le petit côté de l’angle droit correspond à la tangente de l’angle aigu opposé du triangle
Donc 3.1416/32=0.09817 est la valeur de la tangente de l’angle d’inclinaison moyenne du filet de la vis sans fin soit un angle de 5,607° soit 5,6°
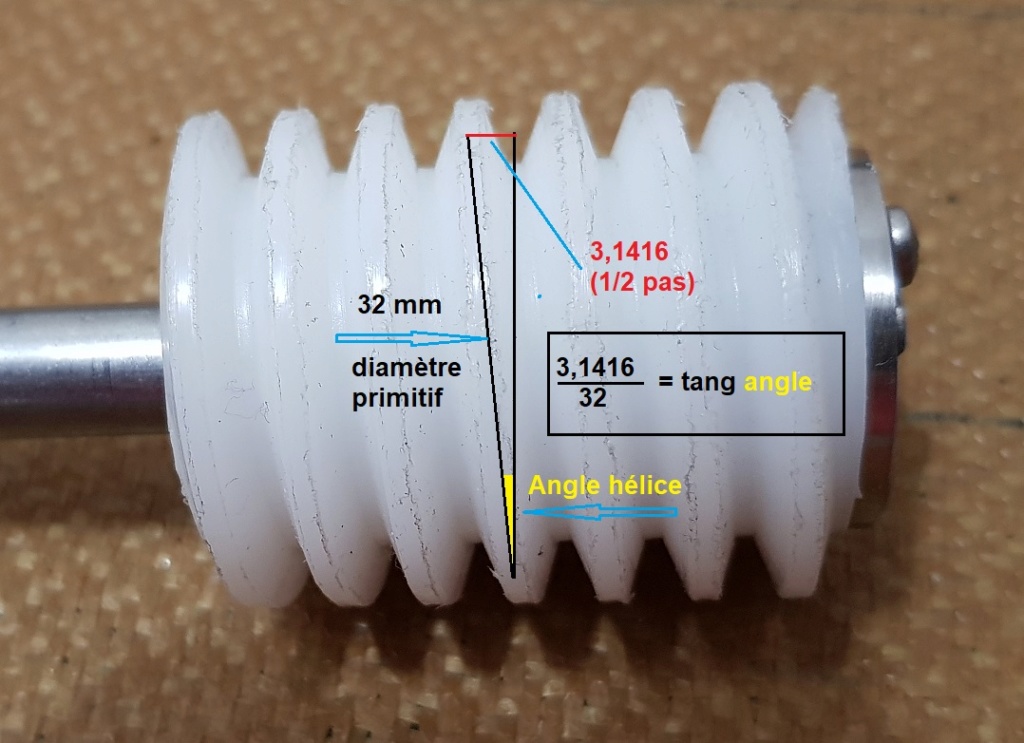
Il faudra donc usiner le secteur denté avec une inclinaison de 5,6° si je veux que l’axe de la vis sans fin soit bien perpendiculaire à l’axe de rotation de l’axe Z
Usinage de la vis sans fin :
Cambam ne sait pas à ma connaissance gérer une course de l’axe Z synchronisé avec la rotation verticale d’un axe A donc parallèle à l’axe Z
Dommage car j’aurais pu incliner le porte broche de 5°6 et usiner le pas de vis avec la fraise au module sur la pièce verticale tournante
Il faut donc que la fraise tourne autour de la pièce verticale fixe en décrivant une hélice au pas de 6,283mm
Cela est tout à fait possible avec le plugin filetage de Cambam en choisissant un filetage extérieur
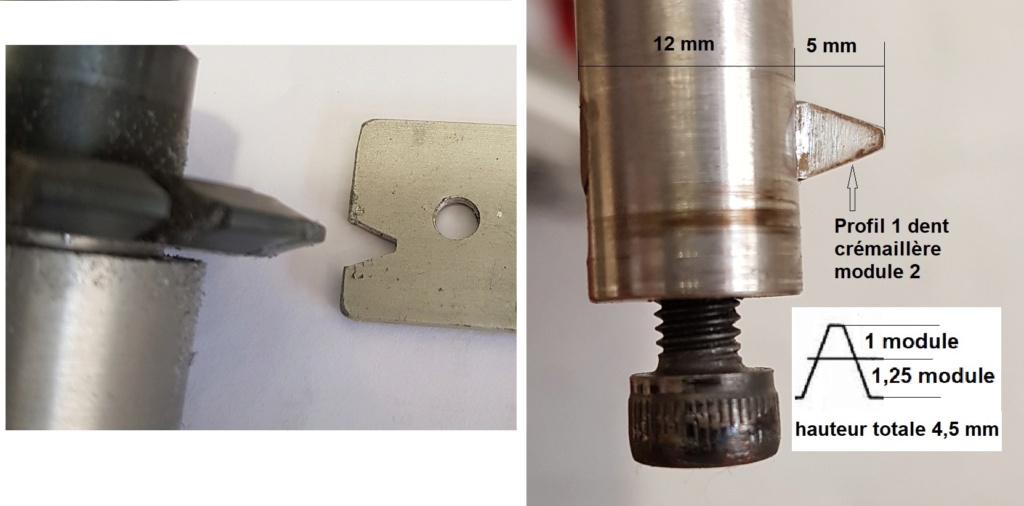
Après avoir confectionné un porte outil pour la fraise au module et monté celle-ci dans la broche je prends très vite conscience que ma fraise au module 2 d’un diamètre 60mm va creuser un sillon trop large en plongeant de 4.5mm sur le brut diamètre 36mm du fait de son diamètre extérieur 60mm (trop grand) qui va reprendre par derrière le filet usiné
Donc la solution consiste avec la fraise au module à usiner un gabarit du profil de 1 dent module 2 n°8 (pratiquement identique aux dents d’une crémaillère)
Puis dans un vieux tarot de 5mm fabriquer par meulage un grain HSS ayant le profil d’1 dent en contrôlant avec le gabarit
J’insère ce grain dans un barreau d’inox diamètre 12mm et j’obtiens une fraise au profil à 1 dent de diamètre théorique 22mm qui ne recreusera pas par derrière le filet usiné
Avec le plugin filetage on peut travailler en plusieurs passes en changeant progressivement le diamètre théorique du trou
J’ai travaillé ainsi par passes de 1mm successives à 15000t/mn pour terminer sur un trou théorique de 27mm qui est le diamètre logique du noyau de la vis sans fin diamètre primitif –( 1.25x 2module) soit 32-(1.25x2x2)=27

Le résultat obtenu est impeccable
Usinage du secteur denté :
Mon axe A rotatif étant beaucoup trop petit pour une telle pièce je choisis de l’usiner avec ma perceuse-fraiseuse et ma table tournante en position debout inclinée par calage de 90°-5,6°=84,4°
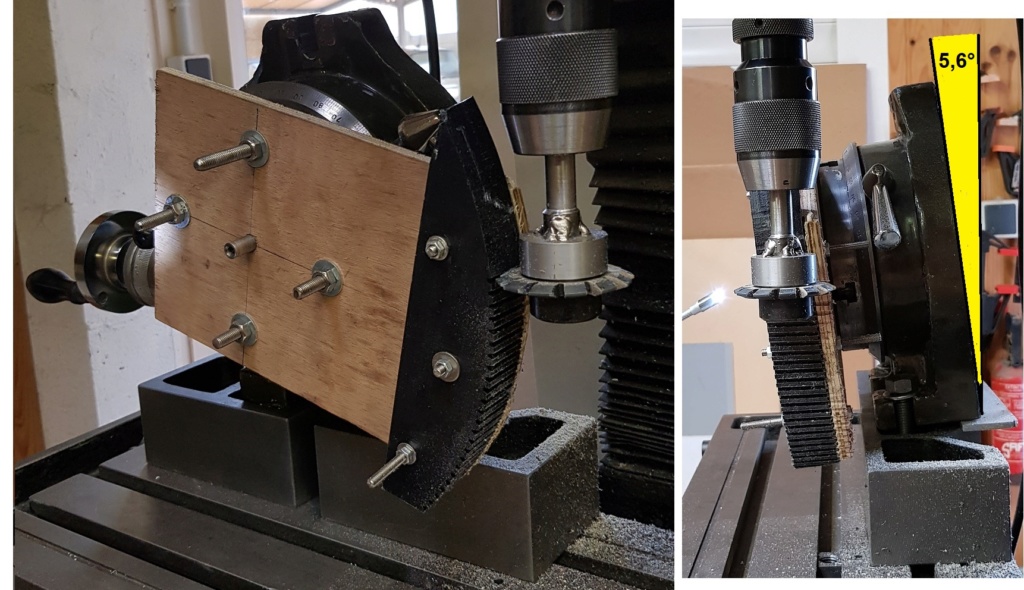
Merci le rapporteur d’angle numérique de chez LIDL très pratique
Le travail est facile quoiqu’un peu fastidieux manuellement
Je dois plonger de 4.5mm pour chaque dent tous les 2°
Je le fais en 3 passes (2mm, 1.5mm, 1mm)
La aussi le résultat me satisfait pleinement

J’attends maintenant la livraison d’1 poulie et 1 courroie crantées et de 2 butées à aiguilles pour terminer le montage
A suivre
rogerj
J’ai reçu ma fraise n°8 au module 2
Je veux avec usiner une vis sans fin (diamètre primitif 32mm) et un secteur denté (diamètre primitif 360mm). L’ensemble pour faire osciller l’axe Z de ma CNC

Le diamètre primitif de 360 pour avoir un nombre de dents sous-multiple de 360°
Avec un module 2 cela me donnerait sur un pignon complet 180 dents soit une rotation de 1 dent donnera 2° d’inclinaison de l’axe Z
Avec une vis sans fin à 1 filet commandée par un moteur nema 17 démultiplié par 2 cela fera pour 1 tour moteur une rotation finale de 1° ce qui facilitera la programmation à venir des oscillations
La vis sans fin est un filet hélicoïdal dont il faudra reporter l’angle moyen d’inclinaison lors de l’usinage du secteur denté
Le pas d’une vis au module 2 est de 2pi soit 6,283mm
Je ne peux pas faire ça avec mon tour mais je sais gérer un tel pas avec ma CNC
Un demi-pas (soit pi) sur un diamètre primitif de 32mm donne un triangle rectangle dont le petit côté de l’angle droit correspond à la tangente de l’angle aigu opposé du triangle
Donc 3.1416/32=0.09817 est la valeur de la tangente de l’angle d’inclinaison moyenne du filet de la vis sans fin soit un angle de 5,607° soit 5,6°

Il faudra donc usiner le secteur denté avec une inclinaison de 5,6° si je veux que l’axe de la vis sans fin soit bien perpendiculaire à l’axe de rotation de l’axe Z
Usinage de la vis sans fin :
Cambam ne sait pas à ma connaissance gérer une course de l’axe Z synchronisé avec la rotation verticale d’un axe A donc parallèle à l’axe Z
Dommage car j’aurais pu incliner le porte broche de 5°6 et usiner le pas de vis avec la fraise au module sur la pièce verticale tournante
Il faut donc que la fraise tourne autour de la pièce verticale fixe en décrivant une hélice au pas de 6,283mm
Cela est tout à fait possible avec le plugin filetage de Cambam en choisissant un filetage extérieur
Après avoir confectionné un porte outil pour la fraise au module et monté celle-ci dans la broche je prends très vite conscience que ma fraise au module 2 d’un diamètre 60mm va creuser un sillon trop large en plongeant de 4.5mm sur le brut diamètre 36mm du fait de son diamètre extérieur 60mm (trop grand) qui va reprendre par derrière le filet usiné
Donc la solution consiste avec la fraise au module à usiner un gabarit du profil de 1 dent module 2 n°8 (pratiquement identique aux dents d’une crémaillère)
Puis dans un vieux tarot de 5mm fabriquer par meulage un grain HSS ayant le profil d’1 dent en contrôlant avec le gabarit
J’insère ce grain dans un barreau d’inox diamètre 12mm et j’obtiens une fraise au profil à 1 dent de diamètre théorique 22mm qui ne recreusera pas par derrière le filet usiné

Avec le plugin filetage on peut travailler en plusieurs passes en changeant progressivement le diamètre théorique du trou
J’ai travaillé ainsi par passes de 1mm successives à 15000t/mn pour terminer sur un trou théorique de 27mm qui est le diamètre logique du noyau de la vis sans fin diamètre primitif –( 1.25x 2module) soit 32-(1.25x2x2)=27

Le résultat obtenu est impeccable
Usinage du secteur denté :
Mon axe A rotatif étant beaucoup trop petit pour une telle pièce je choisis de l’usiner avec ma perceuse-fraiseuse et ma table tournante en position debout inclinée par calage de 90°-5,6°=84,4°

Merci le rapporteur d’angle numérique de chez LIDL très pratique
Le travail est facile quoiqu’un peu fastidieux manuellement
Je dois plonger de 4.5mm pour chaque dent tous les 2°
Je le fais en 3 passes (2mm, 1.5mm, 1mm)
La aussi le résultat me satisfait pleinement

J’attends maintenant la livraison d’1 poulie et 1 courroie crantées et de 2 butées à aiguilles pour terminer le montage
A suivre
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Evolution vers 5 et 6 axes avec ESS
![]() dh42 Mar 10 Mar 2020 - 23:53
dh42 Mar 10 Mar 2020 - 23:53
Salut,
Excellent
Tu peux utiliser la propriété "surépaisseur" pour ça, sans avoir à changer le Ø du trou.
++
David
Excellent
Avec le plugin filetage on peut travailler en plusieurs passes en changeant progressivement le diamètre théorique du trou
Tu peux utiliser la propriété "surépaisseur" pour ça, sans avoir à changer le Ø du trou.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Evolution vers 5 et 6 axes avec ESS
![]() rogerj Lun 23 Mar 2020 - 21:57
rogerj Lun 23 Mar 2020 - 21:57
Bonsoir
Je viens de terminer la réalisation des 5ème et 6ème axes de ma CNC
Axe B linéaire (fait monter et descendre verticalement les axes Y et Z)
Axe C rotatif (fait osciller l’axe Z de -5° à +50° avec précision réelle 1/20 de minute d’angle)
Tout est maintenant opérationnel
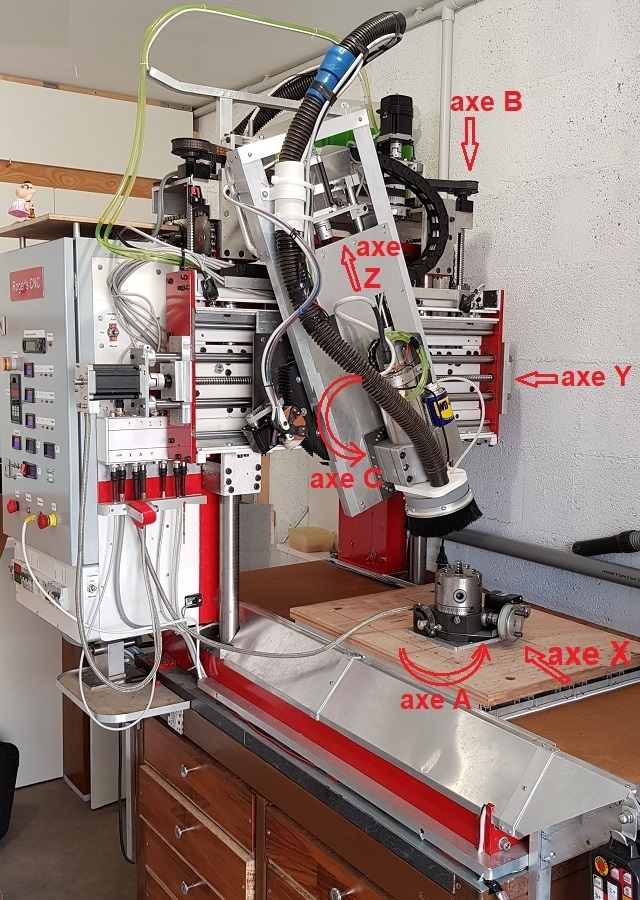
Axe X course 550mm
Axe Y course 570mm
Axe Z course 260mm
Axe B course 480mm
Axe A rotation + ou -360°
Axe C rotation – 5° +50°
Il m’aura donc fallu presque 2 ans de la conception à la réalisation finale, de quoi bien occuper une retraite enthousiaste !! (Surtout que je n’avais jamais touché à une CNC)
Ces 5ème et 6ème axes m’ont donné beaucoup de travail pour les incorporer sur l’existant pour qu’ils soient robustes, très précis, relativement légers, faciles d’entretien et dotés de toutes les sécurités (et évidement pilotables par Mach3)
Heureusement que je les avais prévus dès le départ sinon cela aurait été pratiquement impossible
Reste quelques finitions et blindages (livraisons fournitures retardées pour cause coronavirus)
Pour le 6ème axe j’ai opté pour 1 vis sans fin et secteur denté module 2 en plastique PH100 qui s’avère très robuste à l’usage et sans aucun jeu. Je pourrais toujours en usiner en métal s’il le faut
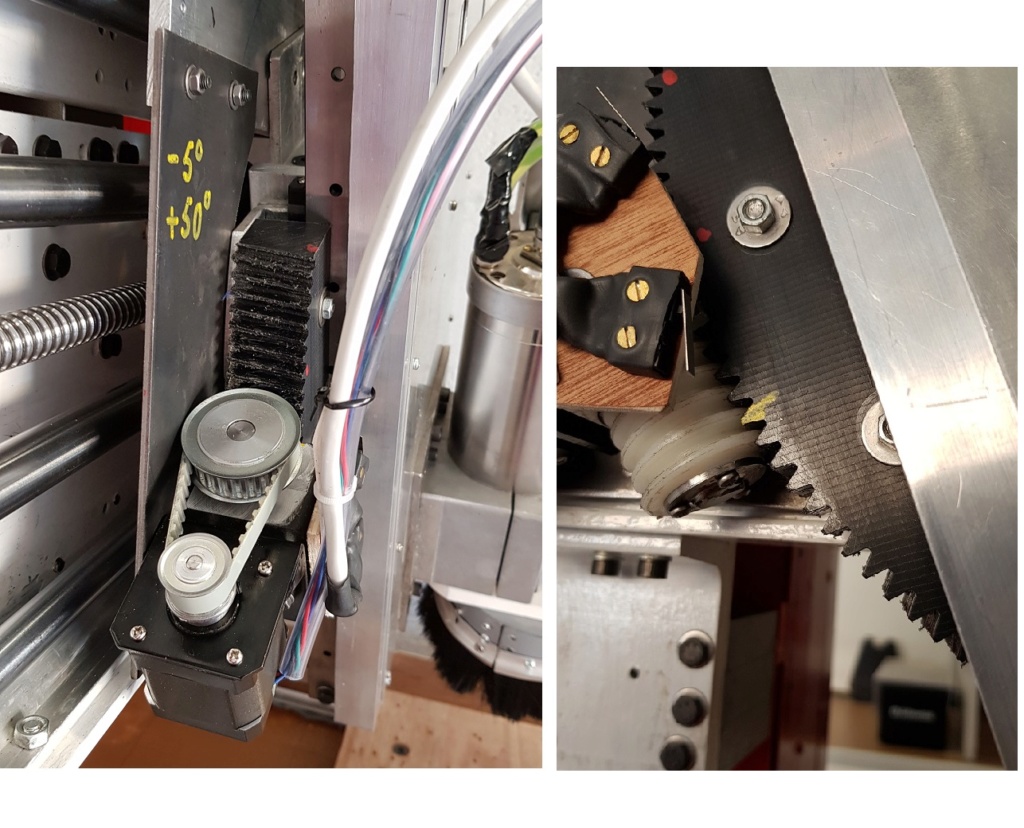
Les positions angulaires remarquables 0°, 15°, 30°,45° de l'axe Z peuvent être solidement verrouillées mécaniquement si nécessaire, les autres positions pouvant être durcies par friction
Ceci dit pour des travaux courants sur bois ou plastique il n’y a pas besoin de verrouillage ni durcissement
Le moteur Nema 17 Quimat est suffisant pour assurer une rotation de qualité à condition d’être piloté par un driver Leadshine digital DM542EU(V2.0)
Là aussi Leadshine a démontré son écrasante supériorité par rapport à un driver chinois HY-DIV268N-5A. Les performances et fluidité de fonctionnement ne sont plus du tout les mêmes
Je ne saurais que trop conseiller à ceux qui ont des problèmes de moteur pas à pas d’investir dans des drivers digitaux Leadshine. Les moteurs sont méconnaissables, même les moins chers des moteurs chinois ! J’en arrive à penser que la qualité du driver est bien plus importante que la qualité du moteur lui-même
Ci-dessous une vidéo montrant les déplacements des 6 axes
La difficulté à venir est de tirer parti de la combinaison possible des déplacements de tous ces axes
CamBam, MastercCam ou Fusion 360 selon le cas ne suffiront pas toujours (du moins je crois en l’état actuel de mes connaissances à perfectionner de ces logiciels). Reste toujours la possibilité d’écrire des lignes de code supplémentaires à insérer (ou remplacer) dans les programmes d’usinage générés. A suivre …..
rogerj
Je viens de terminer la réalisation des 5ème et 6ème axes de ma CNC
Axe B linéaire (fait monter et descendre verticalement les axes Y et Z)
Axe C rotatif (fait osciller l’axe Z de -5° à +50° avec précision réelle 1/20 de minute d’angle)
Tout est maintenant opérationnel

Axe X course 550mm
Axe Y course 570mm
Axe Z course 260mm
Axe B course 480mm
Axe A rotation + ou -360°
Axe C rotation – 5° +50°
Il m’aura donc fallu presque 2 ans de la conception à la réalisation finale, de quoi bien occuper une retraite enthousiaste !! (Surtout que je n’avais jamais touché à une CNC)
Ces 5ème et 6ème axes m’ont donné beaucoup de travail pour les incorporer sur l’existant pour qu’ils soient robustes, très précis, relativement légers, faciles d’entretien et dotés de toutes les sécurités (et évidement pilotables par Mach3)
Heureusement que je les avais prévus dès le départ sinon cela aurait été pratiquement impossible
Reste quelques finitions et blindages (livraisons fournitures retardées pour cause coronavirus)
Pour le 6ème axe j’ai opté pour 1 vis sans fin et secteur denté module 2 en plastique PH100 qui s’avère très robuste à l’usage et sans aucun jeu. Je pourrais toujours en usiner en métal s’il le faut

Les positions angulaires remarquables 0°, 15°, 30°,45° de l'axe Z peuvent être solidement verrouillées mécaniquement si nécessaire, les autres positions pouvant être durcies par friction
Ceci dit pour des travaux courants sur bois ou plastique il n’y a pas besoin de verrouillage ni durcissement
Le moteur Nema 17 Quimat est suffisant pour assurer une rotation de qualité à condition d’être piloté par un driver Leadshine digital DM542EU(V2.0)
Là aussi Leadshine a démontré son écrasante supériorité par rapport à un driver chinois HY-DIV268N-5A. Les performances et fluidité de fonctionnement ne sont plus du tout les mêmes
Je ne saurais que trop conseiller à ceux qui ont des problèmes de moteur pas à pas d’investir dans des drivers digitaux Leadshine. Les moteurs sont méconnaissables, même les moins chers des moteurs chinois ! J’en arrive à penser que la qualité du driver est bien plus importante que la qualité du moteur lui-même
Ci-dessous une vidéo montrant les déplacements des 6 axes
La difficulté à venir est de tirer parti de la combinaison possible des déplacements de tous ces axes
CamBam, MastercCam ou Fusion 360 selon le cas ne suffiront pas toujours (du moins je crois en l’état actuel de mes connaissances à perfectionner de ces logiciels). Reste toujours la possibilité d’écrire des lignes de code supplémentaires à insérer (ou remplacer) dans les programmes d’usinage générés. A suivre …..
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Evolution vers 5 et 6 axes avec ESS
![]() dh42 Lun 23 Mar 2020 - 22:21
dh42 Lun 23 Mar 2020 - 22:21
Salut,
C'est sûr que ça va être coton !!
++
David
La difficulté à venir est de tirer parti de la combinaison possible des déplacements de tous ces axes
C'est sûr que ça va être coton !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Incrément des axes avec Mach3
» projet CNC 4 axes avec axe rotatif sur Z
» N'étant pas très bon avec le bois,je pense à me tourner vers ...
» Comprendre ce qu'est le " référencement " des axes avec Mach3
» contrôleur 4 axes avec Port // Sorotec
» projet CNC 4 axes avec axe rotatif sur Z
» N'étant pas très bon avec le bois,je pense à me tourner vers ...
» Comprendre ce qu'est le " référencement " des axes avec Mach3
» contrôleur 4 axes avec Port // Sorotec
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum