






Palpage, Biblio d'outils
2 participants
Page 1 sur 1

 Palpage, Biblio d'outils
Palpage, Biblio d'outils
![]() Guw Sam 25 Mai 2019 - 23:04
Guw Sam 25 Mai 2019 - 23:04
Bonsoir à tous
En lisant les articles de Zarkanne, je me suis mis à faire un petit Gcode pour palper le brut des pièces posé sur ma machine cnc ( makko UL 2212)
car j'ai acheté cette machine sans le logiciel du revendeur et le logiciel de pilotage mach3 à part.
donc le fabricant n'a pas développé ce qu'il faut pour le palpage sur mach3 ( le module palpage de la version française de mach3 n'est pas au point vue les articles sur d'autre forum et les déboires que j'ai eu avec celui-ci)
j'ai donc un petit soucis je n'arrive pas à avoir la valeur de palpage dans le G57 en Z.
aurait-il quelqu'un qui peut m'aider à ce sujet? en vous remerciant d'avance pour vos réponses.
voici le gcode inspiré de celui de Zarkanne.
G31 Z-241.89 F5(la machine se déplace jusqu'au point de contact déplacement négatif)
#1=#5223 (valeur du G57 en Z valeur en négatif )
#2=#2002 (Valeur du déplacement entre le point de départ et le point palpé négatif)
#3=-31.469(valeur hauteur palpeur)
#4=-241.89(valeur z table)
#5=[#1+#2] (définition du points 1 de palpage en absolue et par rapport a l'OM)
#6=[#4-#5]
G10 L2 P4 Z#6 (écriture de l'origine G57)
G28
M30
En lisant les articles de Zarkanne, je me suis mis à faire un petit Gcode pour palper le brut des pièces posé sur ma machine cnc ( makko UL 2212)
car j'ai acheté cette machine sans le logiciel du revendeur et le logiciel de pilotage mach3 à part.
donc le fabricant n'a pas développé ce qu'il faut pour le palpage sur mach3 ( le module palpage de la version française de mach3 n'est pas au point vue les articles sur d'autre forum et les déboires que j'ai eu avec celui-ci)
j'ai donc un petit soucis je n'arrive pas à avoir la valeur de palpage dans le G57 en Z.
aurait-il quelqu'un qui peut m'aider à ce sujet? en vous remerciant d'avance pour vos réponses.
voici le gcode inspiré de celui de Zarkanne.
G31 Z-241.89 F5(la machine se déplace jusqu'au point de contact déplacement négatif)
#1=#5223 (valeur du G57 en Z valeur en négatif )
#2=#2002 (Valeur du déplacement entre le point de départ et le point palpé négatif)
#3=-31.469(valeur hauteur palpeur)
#4=-241.89(valeur z table)
#5=[#1+#2] (définition du points 1 de palpage en absolue et par rapport a l'OM)
#6=[#4-#5]
G10 L2 P4 Z#6 (écriture de l'origine G57)
G28
M30

Guw- petit nouveau

- Messages : 9
Points : 15
Date d'inscription : 25/05/2019
Age : 44
Localisation : jura

Re: Palpage, Biblio d'outils
![]() dh42 Dim 26 Mai 2019 - 0:23
dh42 Dim 26 Mai 2019 - 0:23
Salut,
La valeur ne change pas, ou tu a une valeur fausse ou délirante ?
Je viens de faire un test sur l'entrée direct en MDI sur Mach3
- sur le G57 mise à 0 manuelle de la coord Z
- sur le G54, j'ai laissé le Z à sa valeur actuelle: -0.4090
si je tape un G10 L2 P4 Z10 dans l'entrée MDI, l'affichage du Z en G57 passe à -10.4090 ; ça semble donc fonctionner. (Mach3 3.043.062)
Je ne vois pas trop l'utilité de mettre la valeur en G57 ; c'est juste pour tester le code ou tu a une autre idée en tête ?
Je peux t'aider à le réparer ; en général c'est dut à la variable #2002 qui n'est pas mise à jour par certaines cartes USB, d’ailleurs, si c'est le cas, tu aura le même pb avec ton script, vu que tu l'utilise. (Ça fonctionne sans problème en port // par contre)
PS, pour vérifier si #2002 est mise à jour correctement, lance ton script, puis vérifie que la variable #2 contient bien une valeur ~= à la valeur de la visu Z au moment du contact ; si c'est le cas à chaque fois, alors ta variable est bien mise à jour, si ce n'est pas le cas c'est que ta carte ne gère pas la MàJ de la variable et dans ce cas elle peut contenir absolument n'importe quoi comme valeur ...
Tu peux connaitre la valeur des variables 0 à 4 via le menu Operator/Gcode Var Monitor (dernier item du menu, je n'ai pas la VF)
++
David
j'ai donc un petit soucis je n'arrive pas à avoir la valeur de palpage dans le G57 en Z.
La valeur ne change pas, ou tu a une valeur fausse ou délirante ?
Je viens de faire un test sur l'entrée direct en MDI sur Mach3
- sur le G57 mise à 0 manuelle de la coord Z
- sur le G54, j'ai laissé le Z à sa valeur actuelle: -0.4090
si je tape un G10 L2 P4 Z10 dans l'entrée MDI, l'affichage du Z en G57 passe à -10.4090 ; ça semble donc fonctionner. (Mach3 3.043.062)
Je ne vois pas trop l'utilité de mettre la valeur en G57 ; c'est juste pour tester le code ou tu a une autre idée en tête ?
le module palpage de la version française de mach3 n'est pas au point vue les articles sur d'autre forum et les déboires que j'ai eu avec celui-ci
Je peux t'aider à le réparer ; en général c'est dut à la variable #2002 qui n'est pas mise à jour par certaines cartes USB, d’ailleurs, si c'est le cas, tu aura le même pb avec ton script, vu que tu l'utilise. (Ça fonctionne sans problème en port // par contre)
PS, pour vérifier si #2002 est mise à jour correctement, lance ton script, puis vérifie que la variable #2 contient bien une valeur ~= à la valeur de la visu Z au moment du contact ; si c'est le cas à chaque fois, alors ta variable est bien mise à jour, si ce n'est pas le cas c'est que ta carte ne gère pas la MàJ de la variable et dans ce cas elle peut contenir absolument n'importe quoi comme valeur ...
Tu peux connaitre la valeur des variables 0 à 4 via le menu Operator/Gcode Var Monitor (dernier item du menu, je n'ai pas la VF)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Palpage, Biblio d'outils
![]() Guw Dim 26 Mai 2019 - 19:42
Guw Dim 26 Mai 2019 - 19:42
bonjour david
déjà merci pour ta réponse rapide
j'ai la version de mach3 = 3.043.066
carte soprolec câblage en USB en 5 axes
donc j'ai testé aussi dans le MDI le g10 en G57 L2 P4 Z10 de -56 de base cela me mets -66 et cela marche mais c'est en manuelle.
par contre les variables de la hauteur du palpeur ou de la course total se mettent bien dans le Z du décalage. mais j'ai essayé la variable #1 et #2 elle indique 0 toute les deux.
je l'ai mis dans le G57 car c'est pour ma cale martyr que j'ai fixé sur la table de la machine
que voici :

Concernant le palpage de mach3 déjà il manque une led dans le panneau pour voir si le contacte du palpeur se fait bien mais elle est sur le panneaux diagnostique . je pense que je vais prendre mach screen est le mettre. En analysant le scrypte je vois nul part comme une detection de contacte avec GETOEMLED on dirais que cela se fais juste par du calcul mais pas par un témoin de contacte physique alors que c'est cela que je veux ( peut-être que je me trompe). j'ai essayé d'autre scrypte mais en vain.
au plaisir de te relire.
a+Guw
déjà merci pour ta réponse rapide
j'ai la version de mach3 = 3.043.066
carte soprolec câblage en USB en 5 axes
donc j'ai testé aussi dans le MDI le g10 en G57 L2 P4 Z10 de -56 de base cela me mets -66 et cela marche mais c'est en manuelle.
par contre les variables de la hauteur du palpeur ou de la course total se mettent bien dans le Z du décalage. mais j'ai essayé la variable #1 et #2 elle indique 0 toute les deux.
je l'ai mis dans le G57 car c'est pour ma cale martyr que j'ai fixé sur la table de la machine
que voici :

Concernant le palpage de mach3 déjà il manque une led dans le panneau pour voir si le contacte du palpeur se fait bien mais elle est sur le panneaux diagnostique . je pense que je vais prendre mach screen est le mettre. En analysant le scrypte je vois nul part comme une detection de contacte avec GETOEMLED on dirais que cela se fais juste par du calcul mais pas par un témoin de contacte physique alors que c'est cela que je veux ( peut-être que je me trompe). j'ai essayé d'autre scrypte mais en vain.
au plaisir de te relire.
a+Guw
Guw- petit nouveau
- Messages : 9
Points : 15
Date d'inscription : 25/05/2019
Age : 44
Localisation : jura
Re: Palpage, Biblio d'outils
![]() dh42 Lun 27 Mai 2019 - 0:15
dh42 Lun 27 Mai 2019 - 0:15
Salut,
Normalement, comme #2 contient la valeur de la var 2002, elle devrait contenir la valeur affichée dans la visu Z ; refais le test pour être sûr.
(var #2002 contient la position Z en coordonnée courante = le G5x en cours au moment du contact)
Si ce n'est pas bon, alors ça explique que ni ton script ni la macro du screenset ne fonctionnent car les 2 utilise la var 2002.
Sur Mach3 FR, tu peux essayer de modifier la macro (pas besoin de MachScreen)
- vas sur l'écran palpeur
- menu operator/edit button screen > les boutons qui contiennent un script VB vont clignoter.
- clique sur le bouton Palper sur place pour éditer le code.
tu devrais trouver ça
remplace ZPALP = GETVAR(2002) par ZPALP = GETOEMDRO(802)
et sauve le script
C'est le G31 qui fait tout ; il arrête le mouvement lorsque le contact "probe" est établit, met (théoriquement) la variable 2002 à la valeur du Z du décalage en cours (G5x) au moment du contact(*) , il active la LED Digitize (OEMLED 825), et en option, si un M40 à été programmé avant le G31, il enregistrera en plus les valeurs XYZ dans un fichier texte. (fonction de numérisation)
(*) Cette valeur est généralement plus "basse" de quelques 1/100iemes par rapport à la valeur affichée dans la visu Z une fois que le Z s'arrête de descendre, c'est dût au fait que la variable 2002 enregistre la valeur au moment du contact, mais l'axe continu de descendre d'une valeur égale à sa "distance de freinage" (dépendante de la vitesse et de l'accélération réglées pour l'axe Z).
la valeur en Z donnée derrière le G31 définit dans quelle direction et sur quel axe le palpage doit se faire et sur quelle distance maxi ; si aucun contact n'a été rencontré avant que la course demandée ne soit terminée, le mouvement stoppera et il n'y aura pas d'info "contact détecté".
Dans la modif de script que je te propose, on passe outre cette variable 2002 et on lis directement la valeur dans la visu Z ( GETOEMDRO(802) )
++
David
mais j'ai essayé la variable #1 et #2 elle indique 0 toute les deux.
Normalement, comme #2 contient la valeur de la var 2002, elle devrait contenir la valeur affichée dans la visu Z ; refais le test pour être sûr.
(var #2002 contient la position Z en coordonnée courante = le G5x en cours au moment du contact)
Si ce n'est pas bon, alors ça explique que ni ton script ni la macro du screenset ne fonctionnent car les 2 utilise la var 2002.
Sur Mach3 FR, tu peux essayer de modifier la macro (pas besoin de MachScreen)
- vas sur l'écran palpeur
- menu operator/edit button screen > les boutons qui contiennent un script VB vont clignoter.
- clique sur le bouton Palper sur place pour éditer le code.
tu devrais trouver ça
- Code:
VPALP = GETOEMDRO(1060)
HPALPEUR = GETOEMDRO(1040)
HSURFACE = GETOEMDRO(1050)
NOUVEAUZ = HPALPEUR+HSURFACE
HFIN = GETOEMDRO(1051)
IF HFIN < NOUVEAUZ THEN
MACHMSG("!!! HAUTEUR DE RETOUR PLUS BASSE QUE LE PALPEUR !!!", "! ALERTE !",0)
MACHMSG("MODIFICATION DE LA HAUTEUR DE RETOUR A 5MM AU DESSUS DU PALPEUR","CORRECTION Z RETOUR",0)
HFIN = NOUVEAUZ+5
SETOEMDRO(1051,HFIN)
END IF
CODE "G31 Z-200 F"& VPALP
WHILE ISMOVING()
WEND
SLEEP(250)
ZPALP = GETVAR(2002)
SLEEP(250)
CODE "G00 Z"& ZPALP
WHILE ISMOVING()
WEND
SETOEMDRO(802,NOUVEAUZ)
SLEEP(250)
CODE "G00 Z"& HFIN
WHILE ISMOVING()
WEND
remplace ZPALP = GETVAR(2002) par ZPALP = GETOEMDRO(802)
et sauve le script
En analysant le scrypte je vois nul part comme une detection de contacte avec GETOEMLED on dirais que cela se fais juste par du calcul mais pas par un témoin de contacte physique alors que c'est cela que je veux ( peut-être que je me trompe). j'ai essayé d'autre scrypte mais en vain.
C'est le G31 qui fait tout ; il arrête le mouvement lorsque le contact "probe" est établit, met (théoriquement) la variable 2002 à la valeur du Z du décalage en cours (G5x) au moment du contact(*) , il active la LED Digitize (OEMLED 825), et en option, si un M40 à été programmé avant le G31, il enregistrera en plus les valeurs XYZ dans un fichier texte. (fonction de numérisation)
(*) Cette valeur est généralement plus "basse" de quelques 1/100iemes par rapport à la valeur affichée dans la visu Z une fois que le Z s'arrête de descendre, c'est dût au fait que la variable 2002 enregistre la valeur au moment du contact, mais l'axe continu de descendre d'une valeur égale à sa "distance de freinage" (dépendante de la vitesse et de l'accélération réglées pour l'axe Z).
la valeur en Z donnée derrière le G31 définit dans quelle direction et sur quel axe le palpage doit se faire et sur quelle distance maxi ; si aucun contact n'a été rencontré avant que la course demandée ne soit terminée, le mouvement stoppera et il n'y aura pas d'info "contact détecté".
Dans la modif de script que je te propose, on passe outre cette variable 2002 et on lis directement la valeur dans la visu Z ( GETOEMDRO(802) )
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage, Biblio d'outils
![]() Guw Mer 29 Mai 2019 - 23:27
Guw Mer 29 Mai 2019 - 23:27
Bonsoir DH42
j'ai donc changer la variable comme tu m'avais dit et sa marche.
par contre il y a une petite subtilité car la vitesse d'avance palpage n''est pas la même que celle que je mets dans mes gcode . j'ai eu le déclic dans j'ai entendu le moteur tourner ultra rapidement ( un son qui siffle) et je me suis rappelé quand j'ai fait mon petit Gcade avec le G31 que la valeur F ne devait pas dépasser les dizaine.. je penses une différence d'unité peut-être
j'ai aussi changé la variable dans le palpeur d'outil juste à coté en GETOEMDRO(802) même temps.
voici les valeur qui marche bien :

j'ai vérifier j'arrive bien au 0.00 de la surface palpé. merci DH42.
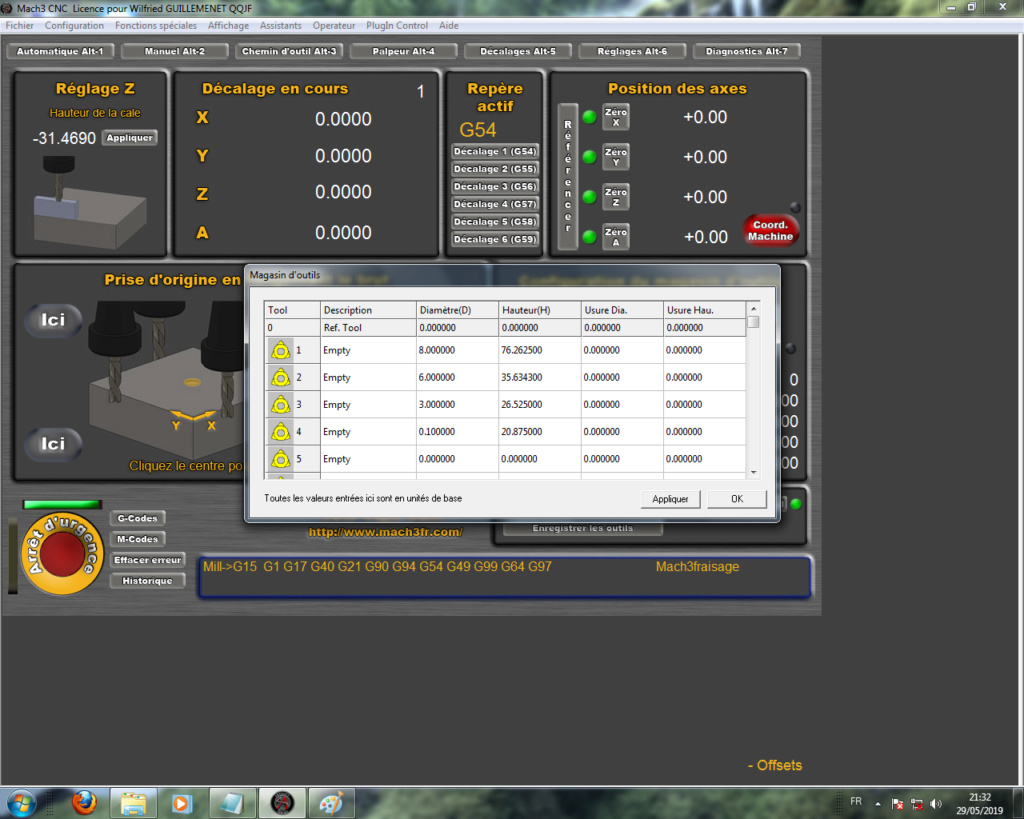
comme tu as pu constater j'ai un changeur d'outil sur ma machine . Donc second étape arriver à faire les jauges outils.
mais là aussi c'est pas piqué des verres. quand je fait le palpage mon outil revient au dessus de ma surface ou est posé mon palpeur à +50mm en Z
et quand je clic sur le bouton mémorisé le décalage il me met un dec de 50mm et ça sur n'importe quel outil de longueur différente.
donc je suis obligé de faire pour chaque outil une remise à zéro et de calculer à la main la correction de longueur d'outil dans le magasin d’outil en prennent la course total sans outil moins la course effectué avec outil.
j'ai regardé un peu plus près la macro: je la trouve bizarre.
est ce que tu as eu le cas de voir se problème ?
puis en fin j'ai fais un petit teste en palpant la surface ( mon panneau) et de changer d'outil pour voir si il prenait bien en compte les différentes longueurs des ouitls.
et bien pas du tout c'est étrange.
j'ai donc changer la variable comme tu m'avais dit et sa marche.
par contre il y a une petite subtilité car la vitesse d'avance palpage n''est pas la même que celle que je mets dans mes gcode . j'ai eu le déclic dans j'ai entendu le moteur tourner ultra rapidement ( un son qui siffle) et je me suis rappelé quand j'ai fait mon petit Gcade avec le G31 que la valeur F ne devait pas dépasser les dizaine.. je penses une différence d'unité peut-être
j'ai aussi changé la variable dans le palpeur d'outil juste à coté en GETOEMDRO(802) même temps.
voici les valeur qui marche bien :

j'ai vérifier j'arrive bien au 0.00 de la surface palpé. merci DH42.
comme tu as pu constater j'ai un changeur d'outil sur ma machine . Donc second étape arriver à faire les jauges outils.

mais là aussi c'est pas piqué des verres. quand je fait le palpage mon outil revient au dessus de ma surface ou est posé mon palpeur à +50mm en Z
et quand je clic sur le bouton mémorisé le décalage il me met un dec de 50mm et ça sur n'importe quel outil de longueur différente.
donc je suis obligé de faire pour chaque outil une remise à zéro et de calculer à la main la correction de longueur d'outil dans le magasin d’outil en prennent la course total sans outil moins la course effectué avec outil.
j'ai regardé un peu plus près la macro: je la trouve bizarre.
est ce que tu as eu le cas de voir se problème ?
puis en fin j'ai fais un petit teste en palpant la surface ( mon panneau) et de changer d'outil pour voir si il prenait bien en compte les différentes longueurs des ouitls.
et bien pas du tout c'est étrange.

Guw- petit nouveau
- Messages : 9
Points : 15
Date d'inscription : 25/05/2019
Age : 44
Localisation : jura
Re: Palpage, Biblio d'outils
![]() dh42 Jeu 30 Mai 2019 - 3:32
dh42 Jeu 30 Mai 2019 - 3:32
Salut,
C'est bizarre, 10mm/min c'est extrêmement lent ; pour ma part je palpe à 300mm/min, et c'est déjà pas rapide.
Tu est sûr que ton Mach3 est bien configuré en mm et non pouce (config/select native unit)
Tu a bien rentré les valeurs de vitesse, step per, taille des axes, etc .... en mm ?
Ta machine est bien calibrée ? (elle se déplace bien de 100 mm quand tu demande 100mm de déplacement)
Je ne connais pas du tout la partie config du magasin d'outils, je n'utilise pas cette interface .. et n'ai pas de changeur d'outil. J'ai essayé pour voir, mais je ne comprends pas vraiment tout ce qu'il fait
Je ne suis toutefois pas très étonné que tu ai tj 50, il prends la valeur en cours dans le Z à la fin du palpage, et elle est forcément de 50 ; je pense que cette fonction n'est pas faite pour être utilisée avec le palpage normal, il faudrait une fonction de palpage qui ne remette pas le Z à 0 (ou à 50 dans ce cas) et qui ne remonte pas en fin de palpage, spécifiquement dédiée à cette fonction. Pas très difficile à ajouter en te servant du code de palpage normal + quelques modifs pour supprimer la RàZ du Z et la remontée en fin de palpage ; il te faudra MachScreen pour éditer le screenset et y ajouter un bouton palper supplémentaire avec son code dédié.
Ex: Tu palpe l'outil 0 (qui sert de référence, par exemple, le nez de broche sans son écrou), mais avec cette macro modifiée qui ne fait pas remonter l'outil après palpage et qui ne touche pas à la valeur du Z une fois le palpage terminé.
Une fois l'outil 0 palpé, tu met le Z à 0 manuellement AVANT de remonter le Z (dans la visu Z) et tu mémorise un décalage de 0 pour l'outil 0
tu monte l'outil 1, tu met le n° d'outil à 1 sur Mach3, puis tu refais un palpage ; la valeur en Z en fin de palpage représentera la longueur de l'outil 1 par rapport à l'outil 0, et tu peux l'enregistrer de la même manière dans la longueur de l'outil 1 avec le bouton enregistrer décalage. En aucun cas il ne faudra remettre le Z à 0 entre 2 plapages si tu veux conserver le décalage par rapport à l'outil 0 .. et bien sûr, il ne faut pas changer de décalage (G5xx) en cours de route.
et ainsi de suite pour tous les outils.
Si un outil à déjà un décalage d'enregistré, il faut le supprimer et pour ça il vaut mieux le faire avant de faire tes palpages ; met le Z à 0 sur la visu Z (important), puis ouvre la biblio d'outil est met tous les décalages à 0.
Je n'ai pas testé en réel, mais en simu, ce qui est plus compliqué pour imaginer le comportement de la machine , mais ça semble fonctionner.
, mais ça semble fonctionner.
++
David
Edit: j'ai créé un sujet séparé, plus simple pour le retrouver plus tard
j'ai eu le déclic dans j'ai entendu le moteur tourner ultra rapidement ( un son qui siffle) et je me suis rappelé quand j'ai fait mon petit Gcade avec le G31 que la valeur F ne devait pas dépasser les dizaine.. je penses une différence d'unité peut-être
C'est bizarre, 10mm/min c'est extrêmement lent ; pour ma part je palpe à 300mm/min, et c'est déjà pas rapide.
Tu est sûr que ton Mach3 est bien configuré en mm et non pouce (config/select native unit)
Tu a bien rentré les valeurs de vitesse, step per, taille des axes, etc .... en mm ?
Ta machine est bien calibrée ? (elle se déplace bien de 100 mm quand tu demande 100mm de déplacement)
Je ne connais pas du tout la partie config du magasin d'outils, je n'utilise pas cette interface .. et n'ai pas de changeur d'outil. J'ai essayé pour voir, mais je ne comprends pas vraiment tout ce qu'il fait
Je ne suis toutefois pas très étonné que tu ai tj 50, il prends la valeur en cours dans le Z à la fin du palpage, et elle est forcément de 50 ; je pense que cette fonction n'est pas faite pour être utilisée avec le palpage normal, il faudrait une fonction de palpage qui ne remette pas le Z à 0 (ou à 50 dans ce cas) et qui ne remonte pas en fin de palpage, spécifiquement dédiée à cette fonction. Pas très difficile à ajouter en te servant du code de palpage normal + quelques modifs pour supprimer la RàZ du Z et la remontée en fin de palpage ; il te faudra MachScreen pour éditer le screenset et y ajouter un bouton palper supplémentaire avec son code dédié.
Ex: Tu palpe l'outil 0 (qui sert de référence, par exemple, le nez de broche sans son écrou), mais avec cette macro modifiée qui ne fait pas remonter l'outil après palpage et qui ne touche pas à la valeur du Z une fois le palpage terminé.
Une fois l'outil 0 palpé, tu met le Z à 0 manuellement AVANT de remonter le Z (dans la visu Z) et tu mémorise un décalage de 0 pour l'outil 0
tu monte l'outil 1, tu met le n° d'outil à 1 sur Mach3, puis tu refais un palpage ; la valeur en Z en fin de palpage représentera la longueur de l'outil 1 par rapport à l'outil 0, et tu peux l'enregistrer de la même manière dans la longueur de l'outil 1 avec le bouton enregistrer décalage. En aucun cas il ne faudra remettre le Z à 0 entre 2 plapages si tu veux conserver le décalage par rapport à l'outil 0 .. et bien sûr, il ne faut pas changer de décalage (G5xx) en cours de route.
et ainsi de suite pour tous les outils.
Si un outil à déjà un décalage d'enregistré, il faut le supprimer et pour ça il vaut mieux le faire avant de faire tes palpages ; met le Z à 0 sur la visu Z (important), puis ouvre la biblio d'outil est met tous les décalages à 0.
Je n'ai pas testé en réel, mais en simu, ce qui est plus compliqué pour imaginer le comportement de la machine
, mais ça semble fonctionner.++
David
Edit: j'ai créé un sujet séparé, plus simple pour le retrouver plus tard
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpage, Biblio d'outils
![]() Guw Jeu 30 Mai 2019 - 12:22
Guw Jeu 30 Mai 2019 - 12:22
Bonjour wilfried
ne tiens pas compte du MP que je t'ai fait car comme tu peux le constater j'ai trouvé le fil de nos postes.
comme tu l'expliques, c'est que j'ai fait remettre à le compteur en z à 0 à chaque palpage en faisant g01 g53 z0 f600
ma cnc est bien en métrique et non en inch. les paramètre son nickel au niveau des pas moteur car je l'ai soumis à un cycle de déplacement assez long avec le retour et je les mesurer avec un comparateur de mécanicien . je pense plutôt à une mesure qui serait en mm/s alors que le gcode serait en mètre/minute ou l'inverse.
normalement pour calculer la longueur de correction de l'outil cela serait: (course totale de axe z - course de palpage)+ hauteur du palpeur = longueur d'outil.
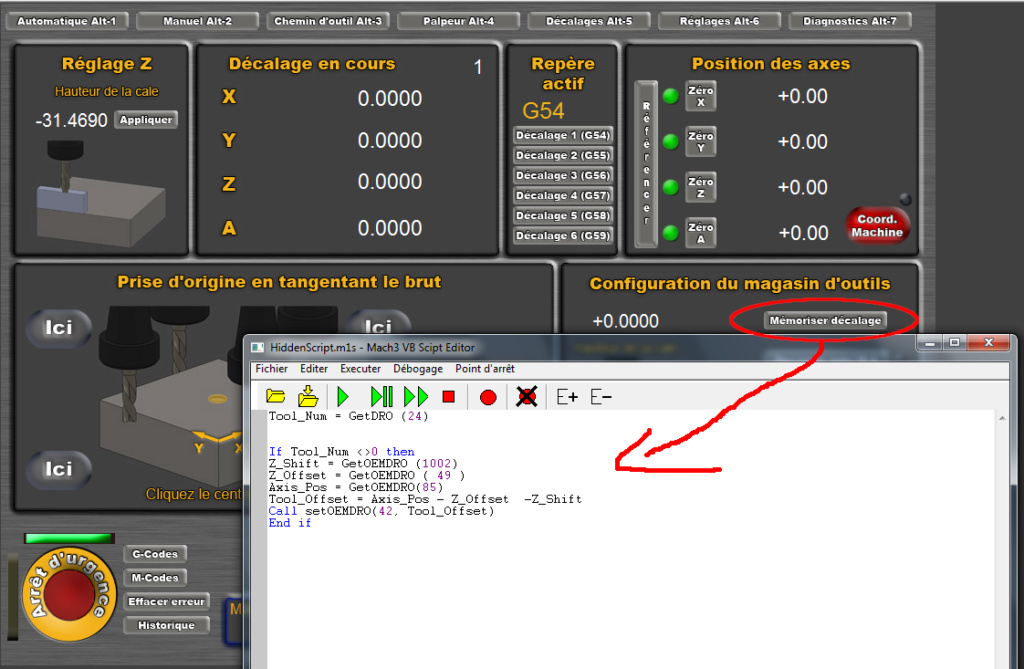
voici le code
de mach3 memo decalage outil:
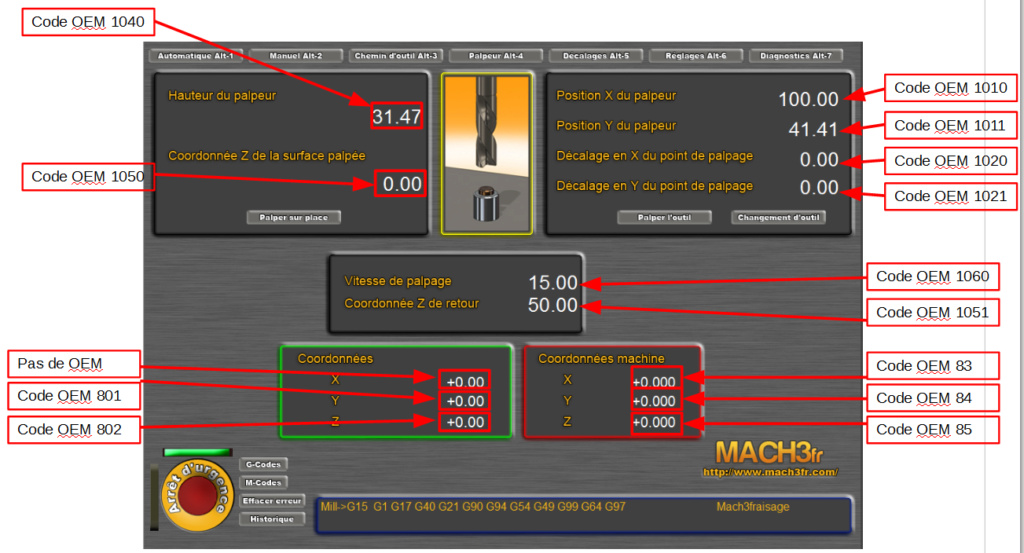
je trouve se qu'il manque c'est un image avec la référence de tout les dro pour mieux comprendre les scripte dans mach3.
donc j'ai fait cela pour la page palpage et la page des décalage que voici:

et avec cela j'ai compris que la macro allait cherche un valeur dans les coordo origine machine sur la page palpeur en Z.
bon avec cela je vais regarder comment reprendre cette macro
a bientôt Guw
ne tiens pas compte du MP que je t'ai fait car comme tu peux le constater j'ai trouvé le fil de nos postes.
comme tu l'expliques, c'est que j'ai fait remettre à le compteur en z à 0 à chaque palpage en faisant g01 g53 z0 f600
ma cnc est bien en métrique et non en inch. les paramètre son nickel au niveau des pas moteur car je l'ai soumis à un cycle de déplacement assez long avec le retour et je les mesurer avec un comparateur de mécanicien . je pense plutôt à une mesure qui serait en mm/s alors que le gcode serait en mètre/minute ou l'inverse.
normalement pour calculer la longueur de correction de l'outil cela serait: (course totale de axe z - course de palpage)+ hauteur du palpeur = longueur d'outil.
voici le code
de mach3 memo decalage outil:
- Code:
Tool_Num = GetDRO (24)
If Tool_Num <>0 then
Z_Shift = GetOEMDRO (1002)
Z_Offset = GetOEMDRO ( 49 )
Axis_Pos = GetOEMDRO(85)
Tool_Offset = Axis_Pos - Z_Offset -Z_Shift
Call setOEMDRO(42, Tool_Offset)
End if
je trouve se qu'il manque c'est un image avec la référence de tout les dro pour mieux comprendre les scripte dans mach3.
donc j'ai fait cela pour la page palpage et la page des décalage que voici:


et avec cela j'ai compris que la macro allait cherche un valeur dans les coordo origine machine sur la page palpeur en Z.
bon avec cela je vais regarder comment reprendre cette macro
a bientôt Guw
Guw- petit nouveau
- Messages : 9
Points : 15
Date d'inscription : 25/05/2019
Age : 44
Localisation : jura
Re: Palpage, Biblio d'outils
![]() dh42 Jeu 30 Mai 2019 - 18:13
dh42 Jeu 30 Mai 2019 - 18:13
Salut,
Mach3 gère les vitesses en mm/min et non en mm/s (ou en pouce/min si en G20)
++
David
je pense plutôt à une mesure qui serait en mm/s alors que le gcode serait en mètre/minute ou l'inverse.
Mach3 gère les vitesses en mm/min et non en mm/s (ou en pouce/min si en G20)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25134
Points : 37850
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Palpage Y & Z
» Une table à langer, bureau à Madame, supports d'enceintes biblio
» Palpage XYZ
» Histoire de palpage...
» Palpage et changement outil
» Une table à langer, bureau à Madame, supports d'enceintes biblio
» Palpage XYZ
» Histoire de palpage...
» Palpage et changement outil
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum