






RaZ d'un axe par programme
2 participants
Page 1 sur 1

 RaZ d'un axe par programme
RaZ d'un axe par programme
![]() AIRPOPCIE Jeu 5 Oct 2017 - 8:40
AIRPOPCIE Jeu 5 Oct 2017 - 8:40
Bonjour David, Je viens de mettre en route mon axe A d'après ta doc.. Sans problème bien expliqué.
Maintenant j'ai un petit problème.
J'ai écris un prog du genre:
G00 Z-5
G00 Z+5
GOO A 40.00
G00 Z-5
G00 Z+5
GOO A 80.00
G00 Z-5
G00 Z+5
GOO A 120.00
etc jusqu'à A340
Puis je décale Y de -10 et continu à percer tous les 40.00°
Mais à la fin si j'oubli de mettre à 0 l'axe A avec la touche "Zéro A" lorsque je relance le prog,
l'axe A part dans les pâquerettes, puisqu'il est à 340° et que je lui demande +40.00.
Je voudrais faire une RAZ de l'axe A par programme.
Je suppose qu'il faut créer une Fonction M dans laquelle il faut mettre le code "11" qui est celui de la touche"Zero A".
Mais je ne vois pas comment l'écrire.
Peux tu m'aider?;
Merci et A+
M le PoP
AIRPOPCIE
Maintenant j'ai un petit problème.
J'ai écris un prog du genre:
G00 Z-5
G00 Z+5
GOO A 40.00
G00 Z-5
G00 Z+5
GOO A 80.00
G00 Z-5
G00 Z+5
GOO A 120.00
etc jusqu'à A340
Puis je décale Y de -10 et continu à percer tous les 40.00°
Mais à la fin si j'oubli de mettre à 0 l'axe A avec la touche "Zéro A" lorsque je relance le prog,
l'axe A part dans les pâquerettes, puisqu'il est à 340° et que je lui demande +40.00.
Je voudrais faire une RAZ de l'axe A par programme.
Je suppose qu'il faut créer une Fonction M dans laquelle il faut mettre le code "11" qui est celui de la touche"Zero A".
Mais je ne vois pas comment l'écrire.
Peux tu m'aider?;
Merci et A+
M le PoP
AIRPOPCIE

AIRPOPCIE- très actif

- Messages : 340
Points : 415
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE

Re: RaZ d'un axe par programme
![]() dh42 Jeu 5 Oct 2017 - 19:31
dh42 Jeu 5 Oct 2017 - 19:31
Salut,
Il y a 3 méthodes différentes.
1) celle que tu utilise fonctionne, mais il faut dire à Mach3 que l'axe ne doit pas être limité à 0-360, mais qu'il peut aller au delà. (ex, 2 tours = 720°)
Dans config/general config, 3ieme colonne: rotational, il faut décocher "Rol 360 rollover" afin que l'axe continu au delà de 360°
2) l'autre méthode, c'est qu'au lieu de travailler en coordonnée absolues, tu travaille en coordonnées relatives pour le A, donc au lieu de lui donner à chaque fois une position à atteindre (A40, A80 etc) tu lui donne une valeur de déplacement, donc dans ce cas ce serait tj 40
G00 Z-5
G00 Z+5
G91 'coord relatives
A40 'tourner de 40° par rapport à la position courante
G90 'retour aux coord absolues
G00 Z-5
G00 Z+5
G91 'coord relatives
A40 'tourner de 40° par rapport à la position courante
G90 'retour aux coord absolues
3) la mise à 0 des coord est possible (ou a n'importe quelle valeur souhaité)
par exemple, quand tu est à 340 tu peux par exemple mettre:
G92A20, ce qui à le même effet qu'entrer 20 à la place des 340 dans la visu Z
attention, le G92 n'est actif que durant le programme, une fois le M30 rencontré les coordonnées de départ sont restaurées, donc si je comprends bien ta manière de t'y prendre, ça ne marchera pas avec cette méthode.
je te conseil de jeter un œil ici si ce n'est déjà fait, ce serait sûrement bien plus simple pour faire ce que tu veux faire, car si je comprends bien, il s'agit de percer un anneau de trous tous les 40° et tous les 10mm ? ça peut se faire en automatique avec CamBam.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Nesting.html
Utilisation des répétitions avec un 4ième axe rotatif
Par rapport à la doc, dans ton cas il faudrait dessiner ta série de trous tous le 10mm, alignés sur Y, et y affecter une op de perçage, puis reproduire le processus 9x au lieu des 6x de la doc et bien sûr modifier le bout de Gcode pour remplacer G0 A60 par G0 A40
Dans ce cas, tous les trous sont percés à la suite le long de Y, puis tu tourne de 40° et tu recommence.
++
David
Il y a 3 méthodes différentes.
1) celle que tu utilise fonctionne, mais il faut dire à Mach3 que l'axe ne doit pas être limité à 0-360, mais qu'il peut aller au delà. (ex, 2 tours = 720°)
Dans config/general config, 3ieme colonne: rotational, il faut décocher "Rol 360 rollover" afin que l'axe continu au delà de 360°
2) l'autre méthode, c'est qu'au lieu de travailler en coordonnée absolues, tu travaille en coordonnées relatives pour le A, donc au lieu de lui donner à chaque fois une position à atteindre (A40, A80 etc) tu lui donne une valeur de déplacement, donc dans ce cas ce serait tj 40
G00 Z-5
G00 Z+5
G91 'coord relatives
A40 'tourner de 40° par rapport à la position courante
G90 'retour aux coord absolues
G00 Z-5
G00 Z+5
G91 'coord relatives
A40 'tourner de 40° par rapport à la position courante
G90 'retour aux coord absolues
3) la mise à 0 des coord est possible (ou a n'importe quelle valeur souhaité)
par exemple, quand tu est à 340 tu peux par exemple mettre:
G92A20, ce qui à le même effet qu'entrer 20 à la place des 340 dans la visu Z
attention, le G92 n'est actif que durant le programme, une fois le M30 rencontré les coordonnées de départ sont restaurées, donc si je comprends bien ta manière de t'y prendre, ça ne marchera pas avec cette méthode.
je te conseil de jeter un œil ici si ce n'est déjà fait, ce serait sûrement bien plus simple pour faire ce que tu veux faire, car si je comprends bien, il s'agit de percer un anneau de trous tous les 40° et tous les 10mm ? ça peut se faire en automatique avec CamBam.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/Nesting.html
Utilisation des répétitions avec un 4ième axe rotatif
Par rapport à la doc, dans ton cas il faudrait dessiner ta série de trous tous le 10mm, alignés sur Y, et y affecter une op de perçage, puis reproduire le processus 9x au lieu des 6x de la doc et bien sûr modifier le bout de Gcode pour remplacer G0 A60 par G0 A40
Dans ce cas, tous les trous sont percés à la suite le long de Y, puis tu tourne de 40° et tu recommence.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25106
Points : 37822
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

j'ai trouvé une solution
![]() AIRPOPCIE Ven 6 Oct 2017 - 8:58
AIRPOPCIE Ven 6 Oct 2017 - 8:58
Merci David pour tes réponses.
En utilisant G92 ca remet bien à zéro pendant l'exécution d'un programme, mais à la fin du programmel'Axe A prend une valeur du double de la dernière valeur utilisée.
En mettant G92 A00 au début du programme ca repart à la valeur demandée.
Mais j'ai trouvé la solution.
J'ai créé une macros M15.m1s
DoButton(11)
Button 11 correspond au bouton de RaZ Z.
et ca marche très bien
Je le met à la fin et lorsque je veux relancer le programme A est à 0.
Il me reste un petit problème sans importance mais je voudrais trouver:
Lorsque je lance un référencement les 3 axes X, Y , Z se déplacent normalement et A tourne pendant un certain temps.
voici le paramètres:
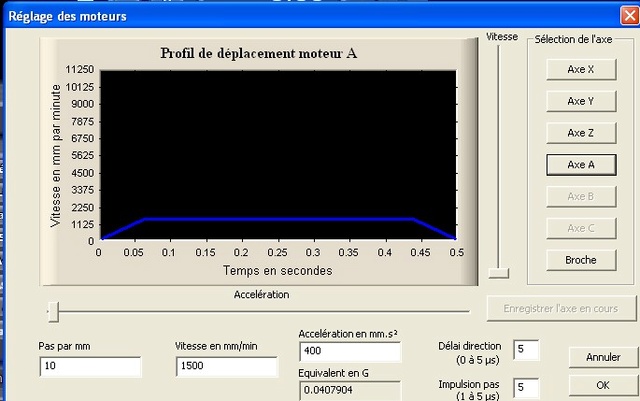

je ne sais pas ou intervenir pour que l'axe A ne tourne pas pendant les référencements.
Voilà.
Merci et A+ M le PoP
En utilisant G92 ca remet bien à zéro pendant l'exécution d'un programme, mais à la fin du programmel'Axe A prend une valeur du double de la dernière valeur utilisée.
En mettant G92 A00 au début du programme ca repart à la valeur demandée.
Mais j'ai trouvé la solution.
J'ai créé une macros M15.m1s
DoButton(11)
Button 11 correspond au bouton de RaZ Z.
et ca marche très bien
Je le met à la fin et lorsque je veux relancer le programme A est à 0.
Il me reste un petit problème sans importance mais je voudrais trouver:
Lorsque je lance un référencement les 3 axes X, Y , Z se déplacent normalement et A tourne pendant un certain temps.
voici le paramètres:
je ne sais pas ou intervenir pour que l'axe A ne tourne pas pendant les référencements.
Voilà.
Merci et A+ M le PoP
AIRPOPCIE- très actif
- Messages : 340
Points : 415
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: RaZ d'un axe par programme
![]() dh42 Sam 7 Oct 2017 - 18:58
dh42 Sam 7 Oct 2017 - 18:58
Salut,
Edite le bouton "Référencer" et supprime le DoButton() qui correspond à l'axe A
++
David
je ne sais pas ou intervenir pour que l'axe A ne tourne pas pendant les référencements.
Edite le bouton "Référencer" et supprime le DoButton() qui correspond à l'axe A
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25106
Points : 37822
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: RaZ d'un axe par programme
![]() AIRPOPCIE Sam 7 Oct 2017 - 19:43
AIRPOPCIE Sam 7 Oct 2017 - 19:43
j'ai fais:
dobutton(11) "Raz A"
doButton(24) "Réf Z"
doButton(23) "Réf Y"
doButton(22) "Réf X"
En fait ca RAZ A dans la valeur les coordonnées pièces, mais pas dans les coordonnées Machine.
En faisant:
doButton(24) "Réf Z"
doButton(23) "Réf Y"
doButton(22) "Réf X"
doButton(25) "Réf A"
Lorsque l'on lance le référencement; les 3 axes Z, X, Y le font, et à la fin l'axe "A" prend la valeur 0.
Ensuite dans le prog qui utilise l'axe A je commence par M15 (dobutton(11), ca met à 0 la valeur de l'axe A dans les
coordonnées pièces et si je suis en absolu j'ai bien le bon déplacement.
Merci A+ M le PoP
Dernière édition par AIRPOPCIE le Dim 8 Oct 2017 - 18:38, édité 3 fois
AIRPOPCIE- très actif
- Messages : 340
Points : 415
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE
Re: RaZ d'un axe par programme
![]() dh42 Sam 7 Oct 2017 - 19:56
dh42 Sam 7 Oct 2017 - 19:56
Dans la config générale, dans la section "Rotational", il faut aussi que "Rotational soft limits" soit décoché.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25106
Points : 37822
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Appeler un sous programme dans Mach3
» PC planté en fin de programme
» parcours outil mach 3
» Arc de rayon nul
» problème programme mach3
» PC planté en fin de programme
» parcours outil mach 3
» Arc de rayon nul
» problème programme mach3
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum